
ばね限界値(Kb値)とは?0.2%耐力との違いや測定方法を解説
金属材料に関する全60Pの技術資料を無料でダウンロードいただけます。
材料選定に必要な特性データをはじめ、重量・⻑さ換算表や硬さ換算表など金属にかかわる方にオススメのお役立ち資料です。
⇒ 技術資料ダウンロードはこちらから
金属の表面処理とは、金属の表面に加工を施すことで、素材自体の機能を向上させる技術です。
本記事では、脱脂、研磨、めっき、塗装といった表面処理の種類一覧やそれぞれの目的、特徴、方法などについて解説します。
金属加工における表面処理とは、金属の表面に加工を施すことで、素材自体の機能を向上させる技術です。
「脱脂」「研磨」「めっき」「塗装」など様々な種類があり、自動車やアクセサリーなどの装飾品、スマートフォン、パソコンなど身近に存在する多くの製品に表面処理の技術が用いられています。
表面処理の目的は様々ありますが、
主に以下のような特性の向上・付与を目的として実施されます。
目的や用途に応じて適切な処理を選ぶことが重要です。
表面処理は、大別すると「除去加工」と「付加加工」に分類することができ、
除去加工は、主に「脱脂(洗浄)」「研磨」「酸洗い」「ブラスト」など、
付加加工は、「めっき」「塗装」「溶射」「アルマイト」「化成処理」などがあります。
主な表面処理の種類一覧と、各処理にて効果が期待できる特性をまとめた表を以下に示します。
横にスクロールしてご覧いただけます。
| 分類 | 表面処理 | 主な効果 |
|---|---|---|
| 除去加工 | 脱脂(洗浄) | 表面の清浄化、後工程での密着性・耐久性の向上 |
| 研磨 | 外観品質、後工程での密着性の向上 | |
| 酸洗い | 外観性の向上と耐食性の回復 | |
| ブラスト | 後工程での密着性の向上、表面残留応力付与による疲労強度の向上 | |
| 付加加工 | めっき | 外観性・耐食性・耐摩耗性の向上と導電性の付与 |
| アルマイト | 外観性・耐食性・耐摩耗性の向上と絶縁性の付与(アルミ材) | |
| 化成処理 | 耐食性・外観性・後加工での密着性の向上 | |
| 溶射 | 耐食性・耐摩耗性・導電性・絶縁性などの付与(被覆材の種類による) | |
| 塗装 | 耐食性・耐久性の向上と外観性の付与 |
材料の不要な部分を除去し、目的の形状に仕上げることを「除去加工」といいます。
種類別にそれぞれの特徴、方法を見ていきましょう。
金属表面に付着した油や汚れを除去する表面処理のことを「脱脂(洗浄)」といい、めっき、塗装などを行う前や、製品出荷前などに行われます。
脱脂を適切に行うことで、めっきや塗料の密着性、耐久性を大幅に向上させることができます。
脱脂については、以下の記事でも解説していますので併せてご確認ください。
関連記事│脱脂とは何ですか?金属表面の油はどのような方法で除去していますか?
アルカリ性の水溶液を用いて油脂や汚れを除去する方法です。
安価で環境負荷が少なく、洗浄力も高いというメリットから広く用いられています。
アルカリ脱脂には、材料を水溶液に浸けてアルカリと油脂の反応で洗浄する「アルカリ浸漬脱脂」と、
材料を浸漬した水溶液を電気分解し、発生したガスで洗浄する「アルカリ電解脱脂」の2種類があります。
有機溶剤を用いて、油分を溶かして脱脂を行う方法です。
多量に付着している油の除去に適しており、洗浄力が高いというメリットがある一方で、環境への負荷が大きいというデメリットもあります。
研磨とは、材料の表面を磨いて、凹凸を除去することで表面を平滑にする処理のことです。

代表的な研磨方法として以下のようなものが挙げられます。
砥石と材料を接触させて表面を磨く方法です。
高速回転する砥石に材料を押し当てる方法と、固定した砥石に材料を押し当てながら動かす方法があります。
綿やフェルトで作られた研磨剤(バフ)を用いてステンレスの表面を滑らかに仕上げる方法です、
バフの目の粗さは、○○番などと数字で表記され、数字が大きいほど目が細かく、光沢のある仕上がりになります。
当社では、バフ研磨による表面仕上げにも対応しています。
ステンレスの表面仕上げや、表面粗さについては、以下の記事で詳しく解説していますので併せてご確認ください。
関連記事│ステンレスの表面仕上げにはどのようなものがありますか?(製品写真あり)
関連記事│表面粗さとは?粗さパラメータの種類とJIS規格の比較
ラップ盤と呼ばれる円盤状の台で加工物を挟み込み、砥粒を含んだ研磨剤を流し込んで表面を磨く方法です。
精度の高い平面度、平行度を出すことができるのが特徴です。
バレルと呼ばれる樽状の容器のなかに、加工物や研磨石、コンパウンド(研磨剤)を入れ、バレルを回転させて磨く方法です。
一度に大量の材料を処理できるため、大量生産に向いているのが特徴です。
化学研磨液と呼ばれる溶液中に加工物を浸漬させて、光沢を出す方法です。複雑な形状のものでも研磨が可能という特徴があります。
金属の表面に付いている酸化皮膜(スケール)や錆びなどを、酸性の溶液に浸漬して除去する表面処理です。酸洗(さんせん)とも呼ばれます。
熱間圧延材のスケールや溶接部の変色の除去、めっきや塗装工程前の下処理として用いられます。表面を酸で溶かすため、表面が白くざらついた仕上げになります。また、ステンレス鋼においては、この処理により不働態皮膜が再形成され、ステンレス本来の耐食性が復元します。
ステンレスの不働態については、こちらの記事も参考にしてください。
関連記事│錆にくいステンレス鋼の種類と不働態、粒界腐食について
材料表面にさまざまな種類の粒子を高速で吹き付けて、表面に凹凸をつける表面処理のことです。
汚れや不純物の除去、塗装やめっきの密着性向上、疲労強度の向上などを目的として行われます。

代表的なブラストとして以下のものが挙げられます。
当社では、ブラスト処理で圧延ロールの表面に凹凸をつけ、それを圧延によって材料に転写させる「ダル仕上げ(梨地肌)」も可能です。
横にスクロールしてご覧いただけます。
| 種類 | 特徴 |
|---|---|
| エアーブラスト | 圧縮された空気を利用して、研磨剤の粒子を高速で吹き付ける方法であり、サンドブラストとも呼ばれます。 幅広い形状の製品に対応でき、微細な加工が可能という特徴があります。 |
| ショットブラスト | 回転する羽車の遠心力を利用して、研磨剤を飛ばす方法です。 短時間で一気に大量の材料を処理できるという特徴があります。 |
| ウェットブラスト | 水と研磨剤を混合させたものを圧縮された空気を利用して、材料に吹き付ける方法です 細かい研磨剤が使用でき、水を使用するため粉塵が飛びにくいという特徴があります。 |
材料にほかの要素を加えて、特性を向上させる加工を「付加加工」といいます。
種類別にそれぞれの特徴、方法を見ていきましょう。
めっきとは、材料の表面に銅やニッケル、クロム、金といった金属の薄い被膜をつける表面処理です。
めっきを施す目的は、以下の3つに大別することができます。
また、めっきの手法も様々な種類がありますが、大きく分けて電解質水溶液を用いて行う「湿式めっき」と気体や真空中で行う「乾式めっき」に分けることができます。
各方式の手法や特徴など、めっきついては以下の記事で詳しく解説していますので併せてご確認ください。
アルマイトは、硫酸やシュウ酸などの溶液中にアルミニウムを浸し、陽極酸化(電気化学反応)により人工的に酸化皮膜を生成させる表面処理です。
アルマイトを施す目的もめっきと同じく、以下の3つに大別することができます。
アルマイトの方法や特徴などについては、以下の記事にて詳しく解説しています。併せてお読みください。
化成処理とは、金属を溶液中に浸漬し、化学反応により金属の表面に皮膜を形成する処理のことです。
耐食性の向上や外観の向上、塗装時の密着性向上などを目的として実施されます。
化成処理は、低コストで生産性が高いという特徴がありますが、生成される皮膜はそれほど厚くないため、めっきやアルマイトと比べると耐食性は劣ります。
代表的な化成処理として、「クロメート処理」「リン酸塩処理」「黒染め処理」「ジンケート処理」などが挙げられます。
材料をクロム酸に浸し、クロメート皮膜とよばれる膜を金属に生成する処理のことです。主に、亜鉛めっきをした材料に施される処理であり、クロメート処理をすることで耐食性を大幅に向上させることができます。
材料をリン酸塩溶液に浸し、リン酸塩皮膜を金属に生成する処理のことです。
防錆を目的として行われるほか、材料と塗膜の密着性向上を目的とした塗装下地として広く用いられている処理です。
アルカリ水溶液中に材料を浸し、材料表面に四三酸化鉄の黒錆皮膜を形成する処理です。
耐食性や耐摩耗性の向上に加え、黒く染めることによる外観性の向上、光の反射防止などを目的として実施されます。

亜鉛置換処理とも呼ばれており、アルミニウムの酸化皮膜を除去し亜鉛の皮膜を形成する処理です。一般的に、めっきの密着性向上を目的にアルミ材へのめっき前処理として実施され、ジンケート処理を2回繰り返して行う「ダブルジンケート」が主流となっています。
溶射とは、溶射材と呼ばれる材料を軟化・溶融させて基材に吹き付け、被膜を生成する表面処理のことであり、耐食性の向上や耐摩耗性、絶縁性といった機能性の向上を目的に行われます。

溶射については、以下の記事で詳しく解説していますので併せてご確認ください。
金属材料の表面を塗料で塗る表面処理のことであり、耐食性、耐久性の向上や着色による外観の向上などを目的に実施されます。

塗装の方法は様々あり、代表的なものとして以下のものが挙げられます。
横にスクロールしてご覧いただけます。
| 種類 | 特徴 |
|---|---|
| 溶剤塗装 | シンナーなどの有機溶剤を混ぜた塗料を用い、主にエアスプレーにて塗装を行います。 耐久性、耐摩耗性に優れており、最も一般的な塗装方法です。 |
| 電着塗装 | 電気塗料が入った液体に材料を入れて、電気を流すことにより塗装を行う方法です。 大量生産が可能であり、複雑な形状のものでも均一に膜厚を形成できるという特徴があります。 |
| 静電塗装 | 粉末状の塗料粒子にマイナス極、塗装物にプラス極の静電気を帯電させ、高電圧をかけることで塗料を付着させる方法です。 比較的均一な塗膜が得られやすく、塗料の飛散が少ないという特徴があります。 |
| 焼付塗装 | 材料表面に塗装を行ったあと、乾燥炉に材料をいれて高温で加熱し硬化させる方法です。自然乾燥に比べて塗膜が強固になり、高い耐久性を得られるという特徴があります。 当社には、焼付塗装によりコイル材(フープ材)表面に機能性樹脂をコートしたOVIONEコートが製造できます。 |
当社では、表面処理技術を用いて金属材料にさまざまな付加機能を持たせた製品を取り扱っておりますので、その一部をご紹介いたします。
当社では、フープ材(コイル、帯)への「めっき加工」を承っているほか、
予備はんだとして利用されることが多い「溶融はんだクラッド」や
めっき後に圧延及び熱処理を施し通常のめっき材より密着性を向上させた「めっき圧延加工材」を取扱っております。
対応可能なめっきの種類、製造範囲、形状などの詳細は以下のページをご覧ください。
OVIONEコートは、帯状の金属材料に樹脂を焼付け塗装した材料です。
製造可能範囲やこれまでの製造実績など詳しい情報はカタログに掲載しています。
この機会に、ぜひ以下よりダウンロードください。
\1分でフォーム入力完了/
CSクラッドは、低温溶射(CS:コールドスプレー)の技術を用い、基材に被膜を形成させるクラッド材です。
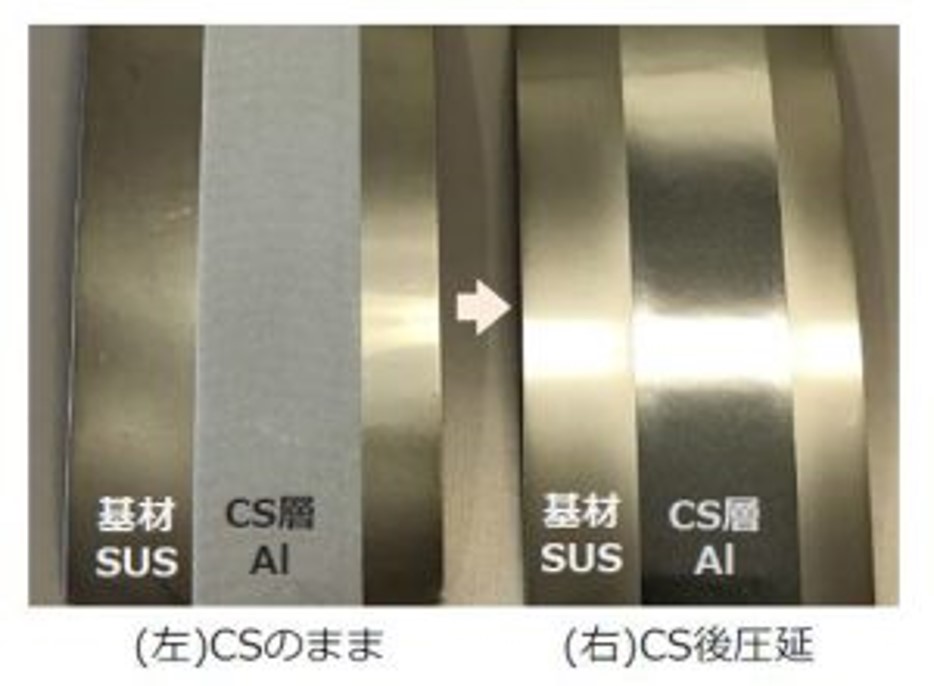
製造可能範囲やこれまでの製造実績など詳しい情報はカタログに掲載しています。
特殊金属エクセルでは、精密金属材料の開発・製造・販売を行っております。
永年培った独自の冷間圧延技術と熱処理技術により、お客様のご要望に合わせた最適な材料をご提案いたします。
金属材料に関するお悩みや疑問は、お気軽にご相談ください。
ご相談・お見積りは無料です。
金属材料の特性をまとめた全60ページにわたる技術資料を無料配布中です。
材料選定に必要な特性データをはじめ、重量・⻑さ換算表や硬さ換算表などを掲載しています。
金属に関わるすべての方におすすめの1冊ですので、ぜひこの機会にご活用ください。
材料スペックや材料データが満載のテクニカルガイド(全60ページ超)を無料でダウンロードいただけます。
精密金属材料メーカーとして80年以上の実績を持つ特殊金属エクセルが運営。
長年培った知見や日々寄せられるお客様からのご相談を元に、技術開発と営業が連携してお客様の疑問や課題解決に役立つ情報を発信しています。
金属材料に関して課題をお持ちの方は、まずは特殊金属エクセルにご相談ください。お客様の製品になるまでを考慮し、課題解決に向けたよりよい材料のご提案をいたします。
最新記事
タグ