ばね限界値(Kb値)とは?0.2%耐力との違いや測定方法を解説
下の写真は、当社の主な表面仕上げの3種類です。
仕上げによって、映り込んだ文字の鮮明さ、質感が異なることがおわかりになると思います。
このように機能性や意匠性の要求によって表面仕上げをお選びいただくことが可能です。
同じ表面仕上げでも鋼種や調質によって見た目や数値は異なりますので、詳細は営業担当にご相談ください。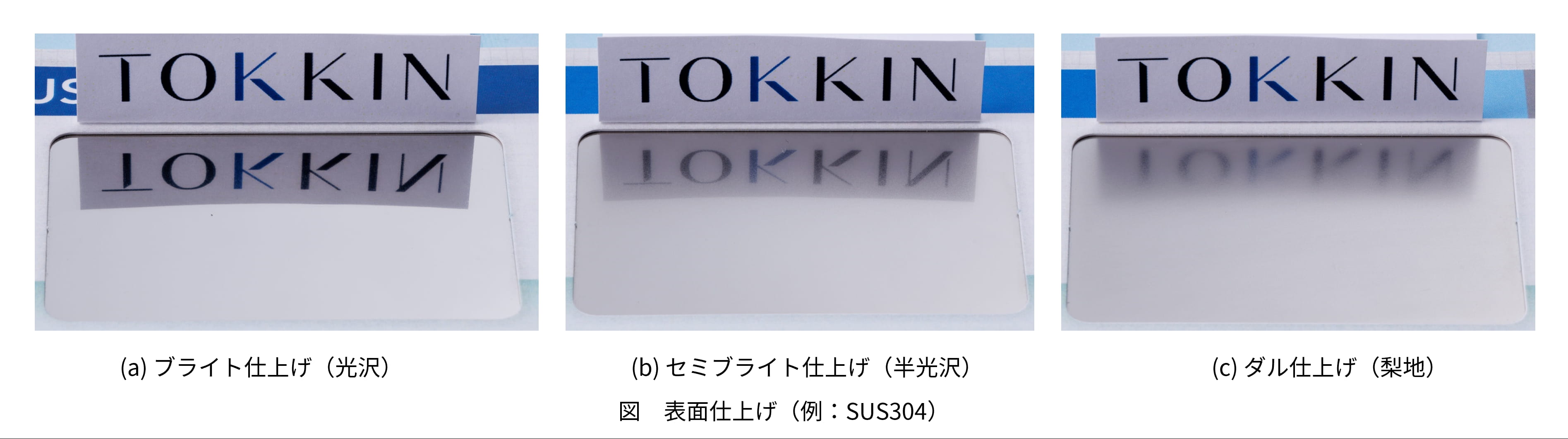
上の写真にない表面仕上げにも対応可能です。
| 仕上げ状態 | 説明 |
|---|---|
| BA仕上げ | 冷間圧延後、光輝焼鈍を施したもので、最も軟かく高度で複雑な加工品に適しています。 |
| スキンパス仕上げ (2B仕上げ) |
焼鈍後、軽く圧延したもので適当な光沢と平滑さが得られます。 圧延でやや硬くなりますが、加工性はBA仕上げのものとほぼ同じで、特に焼鈍したフェライト系ステンレス鋼に出やすいストレッチャーストレインの防止にも役立ちます。 |
| ダル仕上げ (2D仕上げ) |
圧延ロールの肌を一様に粗くして冷間圧延を施し、表面を梨地状の光沢のない状態に仕上げたものです。 |
| 4号研磨仕上げ (400番研磨仕上げ) |
通常は光輝焼鈍後、バフで400番程度に研磨したもので、両面研磨と片面研磨の2種類があります。この仕上げの加工性は、BA仕上げのものとほぼ同じです。 |
| HL仕上げ (ヘアライン仕上げ) |
用途やご希望に適した粗さの研磨材で、連続した磨き目がつくように研磨して仕上げたものです。 |
| ロール仕上げ |
スキンパス仕上げ以上に強く圧延したもので、深い光沢と平滑さがあります。また圧延の程度によって広範囲の強度のものが得られますが、方向性の増加や伸びの減少で複雑な加工はできません。SUS301、304、631等については、圧延の程度を1/4H、1/2H、3/4H、H………等に分けて規定しています。 |
当社における、表面仕上げごとの表面粗さの目安は下表の通りです。
横にスクロールしてご覧いただけます。
| 仕上げ Finish |
鋼種 Grade |
算術平均粗さ Ra(μm) |
最大高さ Rz(μm) |
|---|---|---|---|
| Bright(BA/BR/2B) 光沢 |
SUS301/304 SUS316/316L SUS430 |
0.03~0.15 | 0.30~2.00 |
| Semi Bright 半光沢 |
SUS301/304 SUS316/316L SUS430 |
0.10~0.30 | 0.50~4.00 |
| Dull(DM) ダル |
SUS301/304 SUS316/316L SUS430 |
0.20~0.60 | 1.00~ |
当社における、表面仕上げごとの光沢度(GU 60°)の目安は下表の通りです。
横にスクロールしてご覧いただけます。
| 仕上げ Finish |
鋼種 Grade |
光沢度 Gross Unit GU 60° |
|---|---|---|
| Bright(BA/BR/2B) 光沢 |
SUS301/304 SUS316 SUS430 |
200~600 |
| Semi Bright 半光沢 |
SUS301/304 SUS316 SUS430 |
140~450 |
| Dull(DM) ダル |
SUS301/304 SUS316 SUS430 |
100~350 |
JIS規格にある冷間圧延ステンレス鋼帯の表面仕上げの種類を参考までに掲載いたします。(JIS G 4305 2021による)
| 表面仕上げの記号 | 摘要 |
|---|---|
| No.2D | 冷間圧延後,熱処理を行い,酸洗又はこれに準じる処理を行って仕上げたもの。また,つや消しロールによって、最後に軽く冷間圧延したものも含める。 |
| No.2B | 冷間圧延後,熱処理を行い,酸洗又はこれに準じる処理を行った後、適切な光沢を得る程度に冷間圧延して仕上げたもの。 |
| BA | 冷間圧延後、光輝熱処理を行ったもの。 |
| HL | 適切な粒度の研磨材で連続した磨き目が付くように研磨して仕上げたもの。 |
研磨仕上げの種類(No.3,No.4,♯240,♯320及び♯400)など、この表以外の表面仕上げは製造業者の方法による。
別のページでは調質(仕上げ)についても掲載しております。
一部、調質記号と表面仕上げで重複する表現もありますので、参考になさってください。
材料スペックや材料データが満載のテクニカルガイド(全60ページ超)を無料でダウンロードいただけます。
精密金属材料メーカーとして80年以上の実績を持つ特殊金属エクセルが運営。
長年培った知見や日々寄せられるお客様からのご相談を元に、技術開発と営業が連携してお客様の疑問や課題解決に役立つ情報を発信しています。
金属材料に関して課題をお持ちの方は、まずは特殊金属エクセルにご相談ください。お客様の製品になるまでを考慮し、課題解決に向けたよりよい材料のご提案をいたします。
最新記事
タグ