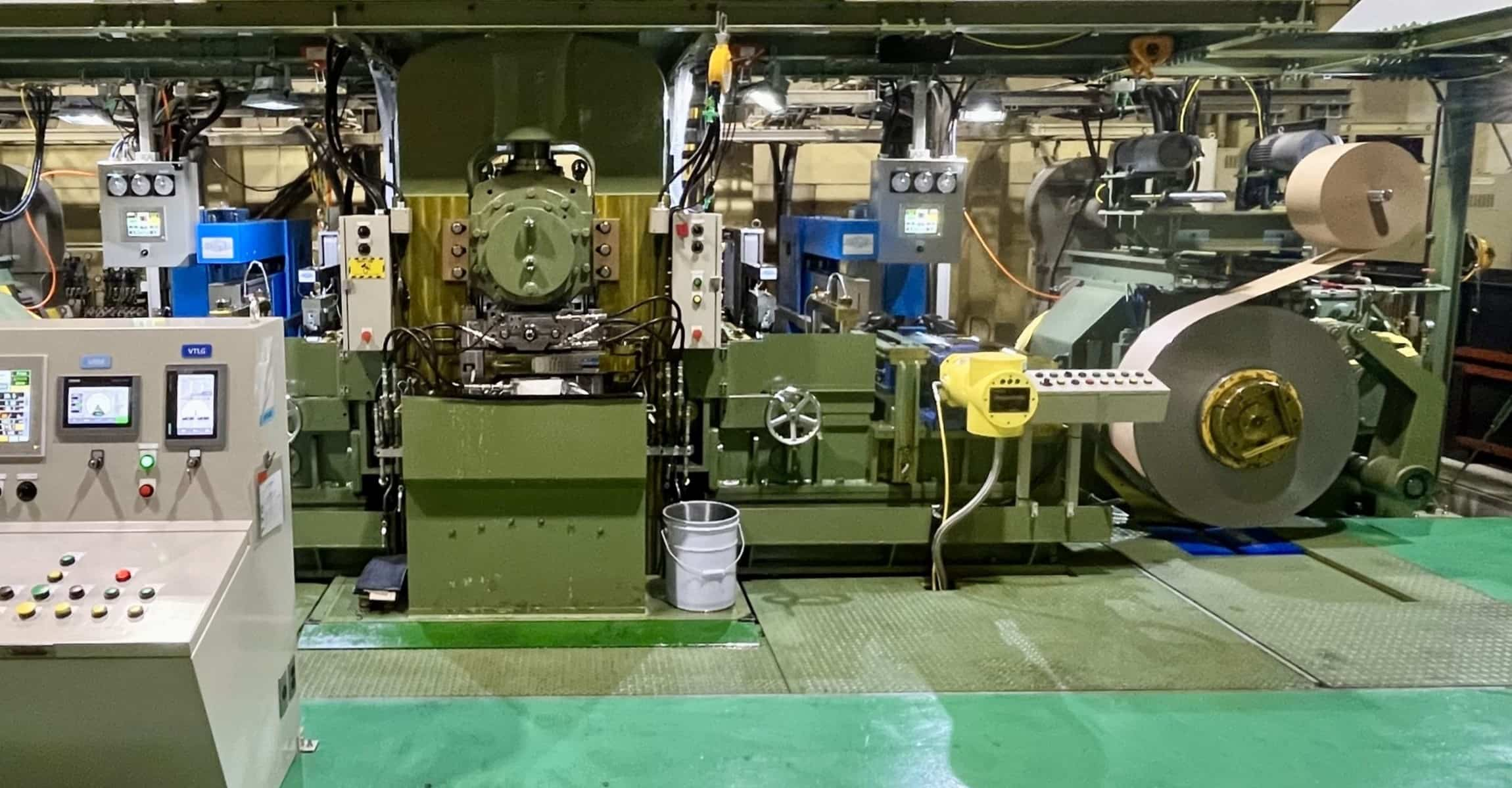
冷間圧延は、常温の材料を回転しているロールの間に通し、上下の圧力により薄く延ばす加工方法で、大きな力を加えて加工する塑性加工の一つです。
当社では自社設計の圧延機 及び圧延機に組み込まれた圧下位置制御AGCプログラムにより、高精度での板厚コントロールが可能となりました。
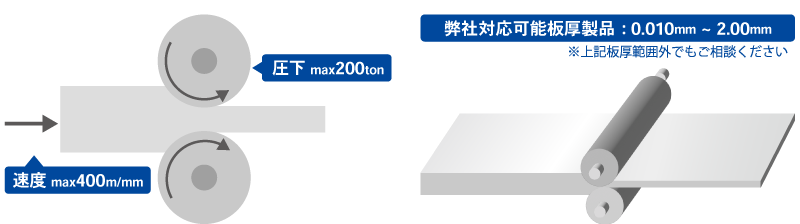
図 冷間圧延の模式図
塑性加工(そせいかこう)とは
一定の力を加えて変形させると元に戻らない性質(塑性)を利用し、目的とする形状にする加工です。
一般に他の加工方法より加工時間が短く、材料のロスを抑えることができるなどのメリットがあります。
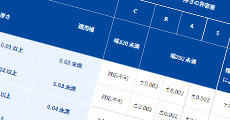
下図は、当社材 板厚0.2mmの板厚チャート実測例となります。
本例につきましては、全長にわたって、±1.5μm(±0.0015mm)の範囲のバラツキとなります。
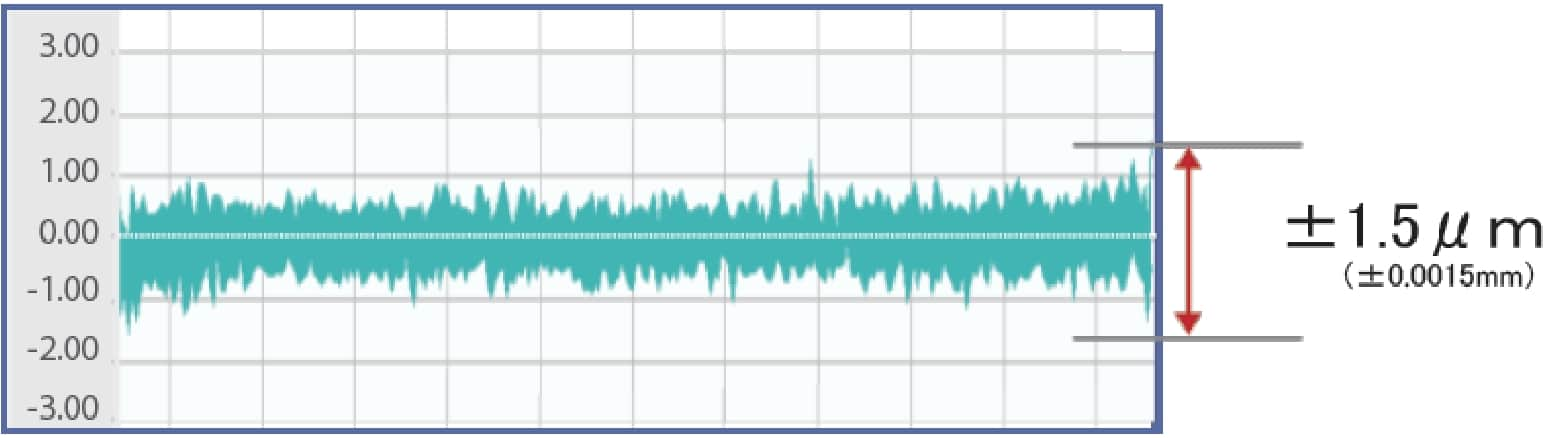
図 板厚チャート実測例(SUS301 t0.20mm)
横にスクロールしてご覧いただけます。
| 板厚&板幅製造範囲 | 備考 |
|---|---|
| Max t 2.50mm×w 340mm | 素材圧延・中間圧延・仕上げ圧延 |
| Max t 2.50mm×w 340mm | 中間圧延・仕上げ圧延 |
| Max t 1.70mm×w 340mm | 中間圧延・仕上げ圧延 |
横にスクロールしてご覧いただけます。
| 板厚&板幅製造範囲 | 備考 |
|---|---|
| Max t 1.50mm×w 310mm | 仕上げ圧延 |
横にスクロールしてご覧いただけます。
| 板厚&板幅製造範囲 | 備考 |
|---|---|
| Max t 0.35mm×w 340mm | 仕上げ圧延 |
横にスクロールしてご覧いただけます。
| 板厚&板幅製造範囲 | 備考 |
|---|---|
| Max t 0.20mm×w 100mm |
横にスクロールしてご覧いただけます。
| 板厚&板幅製造範囲 | 備考 |
|---|---|
| Max t 2.00mm×w 120mm |
横にスクロールしてご覧いただけます。
| 板厚&板幅製造範囲 | 備考 |
|---|---|
| Max t 4.00mm×w 150mm | 詳細はこちら |
横にスクロールしてご覧いただけます。
| 板厚&板幅製造範囲 | 備考 |
|---|---|
| Max t 6.00mm×w 160mm | クラッド圧接 |