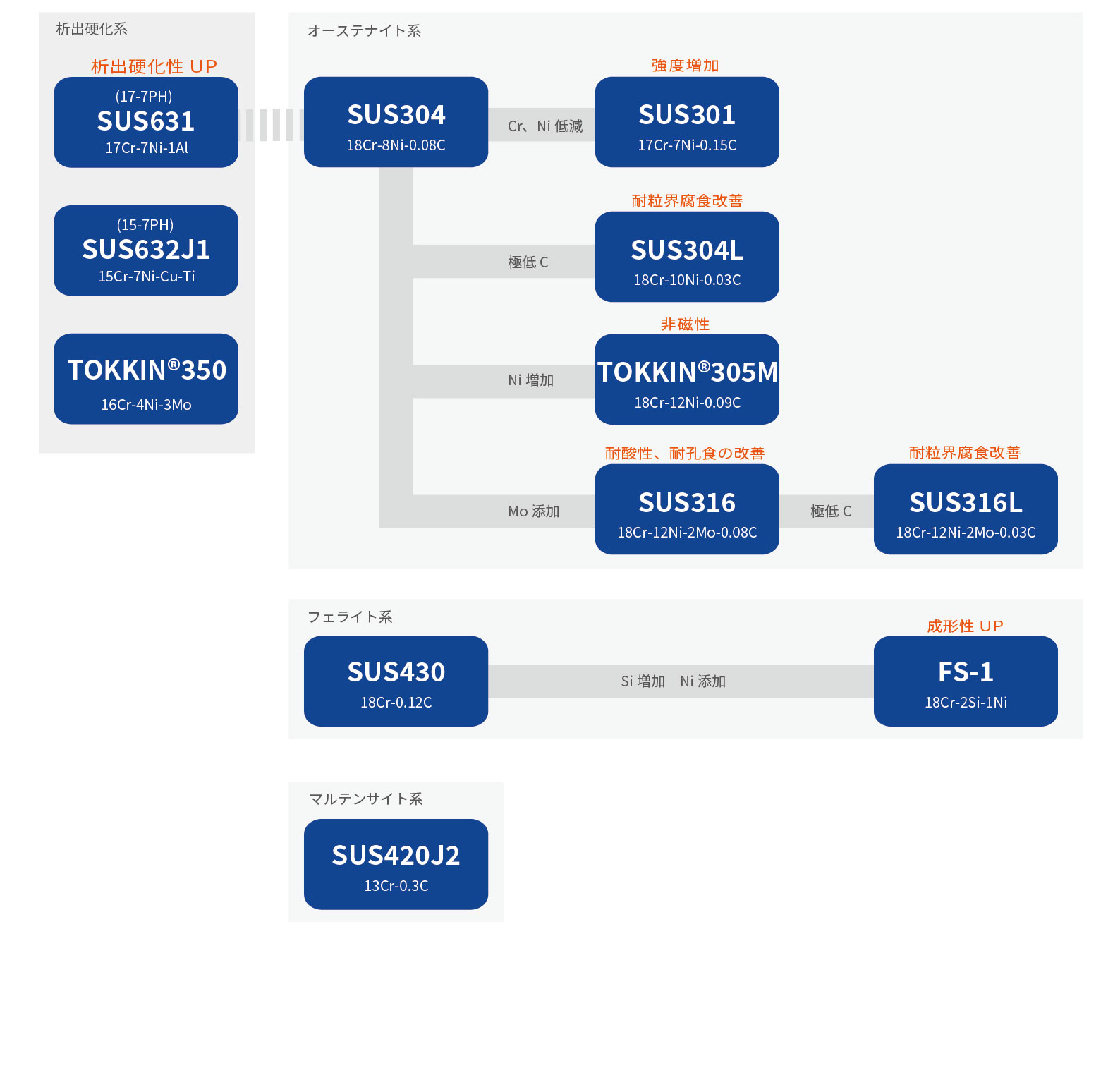
ステンレス鋼の簡略マップです。オーステナイト系(SUS304など)、フェライト系(SUS430など)、マルテンサイト系(SUS420J2など)、析出硬化系(SUS631など)を系統図で図示してあります。
鋼種名をクリックするとその鋼種の詳細ページへ移動します。
ステンレスについての全般的な特性をご覧になりたい方は、目次よりお進みください。
横にスクロールしてご覧いただけます。
| 系統 | 鋼種 | 詳細 ※リンクは関連ページ |
|---|---|---|
|
※参考規格 JIS G4305, G4313 |
18-8ステンレスのクロムとニッケルを低めた17-7型のステンレスです。 オーステナイトが不安定なため、冷間加工によってマルテンサイト変態が起こり、機械的強度および透磁率が著しく上昇します。 |
|
|
※参考規格 JIS G4305, G4313 |
いわゆる18-8ステンレスと呼ばれる代表的な鋼種で、オーステナイト系中最もよく使用されています。 |
|
|
※参考規格 JIS G4305 |
SUS304に比べ炭素量が低く、特に粒界腐食に対する抵抗性が優れています。また焼鈍状態の硬度が低く、加工硬化性が小さいので深絞り加工にも適しています。 |
|
|
オーステナイト系は固溶化熱処理状態では非磁性で冷間加工で磁性を帯びるようになりますが、305Mはこの傾向を抑えるようにした非磁性ステンレス鋼です。 |
||
|
※参考規格 JIS G4305 |
Ni増加、Mo添加されているため耐食性に優れた材料になります。 絞り用途目的に多く使われますが、C量が低くNi量が多いため焼鈍状態の硬度が低く加工硬化性が少ないのが特徴です。 |
|
|
※参考規格 JIS G4305 |
SUS316よりもカーボン量を抑え絞り性、耐粒界腐食性を向上させた材質です。 |
|
|
※参考規格 JIS G4305, G4313 |
18-8ステンレスの優れた性能を保持しながら、熱処理によって強度を高めることができる析出硬化型の最も代表的な鋼種です。 |
|
|
※参考規格 JIS G 4313 |
SUS631は固溶化熱処理状態では軟らかく種々の加工ができる反面、これを硬化させる中間硬化処理が必要です。 SUS632J1は固溶化熱処理をいっても常温では硬くなっており、その後の熱処理としては、一回の析出硬硬化処理を施すだけでよく簡単です。 |
|
|
TOKKIN 350は、Cr-Ni-Mo系の析出硬化系ステンレス鋼です。溶体化処理状態や焼鈍状態では優れた加工性をもち、熱処理により高い強度が得られます。 |
||
|
※参考規格 JIS G 4305 |
13クロム系統のものよりクロム量が多いため、耐食性がよくなり、またオーステナイト系のような加工変態も起こらないため、加工がしやすく、ステンレス鋼中、最も普及している鋼種です。 |
|
|
SUS430よりはるかに高い硬さで十分な成形性をもち、絞り割れを生ずることなく高速で精度の高いプレス加工ができます。 |
||
|
※参考規格 JIS G4305, G4313 |
焼入れによって硬化し、焼戻を調節することによってかなり広い範囲の機械的性質が得られます。当社の出荷状態の組織は、炭化物が完全に球状化しており、焼鈍仕上材では加工も容易に行えます。 |
| 焼鈍仕上のオーステナイト系ステンレス鋼は引張強さに比べ耐力が著しく小さいこと、伸びが大きいことが特徴です。 複雑な加工にも耐える優れた材料ですが、SUS301等は加工硬化やスプリングバックが非常に大きいため加工機械、型、潤滑油、作業法等に特別な配慮が必要です。また、圧延仕上の場合加工方向によって耐久性が異なります。例えば材料長手方向に対して平行な曲げ加工は割れやすい為、直角方向の曲げを選択する等の判断が必要になります。 |
|
| 析出硬化系ステンレス鋼は、熱処理によって強度を高められることが特徴です。特にSUS631においては、焼鈍(固溶化熱処理)状態で軟らかい準安定オーステナイト相であるため、オーステナイト系ステンレスと同様に複雑な加工にも耐えられる材料です。加工後に析出硬化(熱処理)を起こさせることで、加工性と強度の両方を得ることができます。 | |
| フェライト系ステンレス鋼の機械的性質や加工性は中炭素鋼とほぼ同様です。焼鈍仕上のものは、軟鋼にみられるストレッチャーストレインが生じやすいのでこれを避けるためには、スキンパス仕上のものを使用する必要があります。 | |
| マルテンサイト系ステンレス鋼は、低炭素のものではフェライト系ステンレス鋼よりも加工が容易です。高炭素になると焼鈍仕上でも硬くなるため、複雑な加工は困難です。 |
| 系統 | 鋼種名 | 化学成分値[mass%] | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | Fe | その他 | ||
| オーステナイト系 | SUS301 | ≦0.15 | ≦1.00 | ≦2.00 | ≦0.045 | ≦0.030 | 16.00~18.00 | 6.00~8.00 | - | Bal. | - |
| SUS304 | ≦0.08 | ≦1.00 | ≦2.00 | ≦0.045 | ≦0.030 | 18.00~20.00 | 8.00~10.50 | - | Bal. | - | |
| SUS304L | ≦0.030 | ≦1.00 | ≦2.00 | ≦0.045 | ≦0.030 | 18.00~20.00 | 9.00~13.00 | - | Bal. | - | |
| TOKKIN® 305M | ≦0.09 | 0.60~1.00 | 1.40~1.80 | ≦0.045 | ≦0.030 | 18.00~19.00 | 12.00~13.00 | - | Bal. | - | |
| SUS316 | ≦0.08 | ≦1.00 | ≦2.00 | ≦0.045 | ≦0.030 | 16.00~18.00 | 10.00~14.00 | 2.00~3.00 | Bal. | - | |
| SUS316L | ≦0.030 | ≦1.00 | ≦2.00 | ≦0.045 | ≦0.030 | 16.00~18.00 | 12.00~15.00 | 2.00~3.00 | Bal. | - | |
| 析出硬化系 | SUS631 (17-7PH) |
≦0.09 | ≦1.00 | ≦1.00 | ≦0.040 | ≦0.030 | 16.00~18.00 | 6.50~7.75 | - | Bal. | Al 0.75~1.5 |
| SUS632J1 (15-7PH) |
≦0.09 | 1.00~2.00 | ≦1.00 | ≦0.040 | ≦0.030 | 13.50~15.50 | 6.50~7.75 | - | Bal. | Cu 0.40~1.0 Ti 0.20~0.65 |
|
| TOKKIN® 350 | 0.07~0.11 | ≦0.50 | 0.50~1.25 | ≦0.040 | ≦0.030 | 16.00~17.00 | 4.00~5.00 | 2.50~3.25 | Bal. | N 0.07~0.13 | |
| フェライト系 | SUS430 | ≦0.12 | ≦0.75 | ≦1.00 | ≦0.040 | ≦0.030 | 16.00~18.00 | ≦0.60 | - | Bal. | - |
| FS-1 | ≦0.08 | 1.50~2.50 | ≦1.00 | ≦0.040 | ≦0.010 | 16.00~18.00 | ≦1.50 | - | Bal. | - | |
| マルテンサイト系 | SUS420J2 | 0.26~0.40 | ≦1.00 | ≦1.00 | ≦0.040 | ≦0.030 | 12.00~14.00 | ≦0.60 | - | Bal. | - |
| 系統 | 鋼種名 | C | Si | Mn | P | S | Cr | Ni | Mo | Fe | その他 |
| 化学成分値[mass%] | |||||||||||
| 仕上状態 | 仕上げ (調質記号) |
詳細 ※リンクは関連ページ |
|---|---|---|
| 焼鈍 | BA | 冷間圧延後、光輝焼鈍を施したもので、もっとも軟らかく高度で複雑な加工品に適しています。 |
| スキンパス仕上 | スキンパス | 焼鈍後、軽圧延により表面状態や機械的特性を調整した仕上げです。圧延でやや硬くなりますが、加工性はBA仕上げものとほぼ同じで、とくに焼鈍したフェライト系ステンレス鋼に出やすいストレッチャーストレインの防止にも役立ちます。 |
| 2B(ブライト肌) | ||
| 2D(ダル肌) | ||
| 圧延仕上 ロール仕上 ※圧延の度合いで分けられています |
R | 焼鈍後、希望の機械的特性に応じて圧延加工をした仕上げになります。 圧延加工率が高くなるほど高い硬度、引張強さが得られますが、方向性の増加や伸びの減少で複雑な加工がし難くなります。 SUS301、304、631等については、圧延の程度を1/4H、1/2H、3/4H、H・・・等に分けて規定しています。 |
| 1/4H | ||
| 1/2H | ||
| 3/4H | ||
| H | ||
| EH | ||
| SEH |
| ブライト仕上 | 光沢のあるロールで冷間圧延を施し、表面を光沢のある状態に仕上たものです。 |
|---|---|
| ダル仕上 | 圧延ロールの肌を一様に粗くして冷間圧延を施し、表面を梨地状の光沢のない状態に仕上たものです。 |
| 研磨仕上 | 用途やご希望に適した粗さの研磨材で、磨き目がつくように研磨して仕上げたものです。 HL仕上(ヘアライン仕上)などがあります。 |
焼鈍(焼きなまし)は次のような場合に行います。
標準的な焼鈍条件は次の通りです。
| 系統 | 温度 | 冷却 |
|---|---|---|
| オーステナイト系 | 1010~1150℃ | 急冷 |
| マルテンサイト系 | 750~850℃ | 徐冷 |
| フェライト系 | 780~850℃ | 急冷または徐冷 |
マルテンサイト系ステンレス鋼は、焼入れにより硬化させることができますが、炭素鋼と比較すると次のような違いがあります。
各鋼種の最高焼入れ硬度は次の通りで、焼入れ後のサブゼロ処理は高炭素で高温焼入れしたものに特に有効です。
| 鋼種 | 最高焼入れ硬さ [HV] |
同サブゼロ硬さ [HV] |
|---|---|---|
| SUS420J2 | 580~640 | 590~670 |
析出硬化系ステンレス鋼は、熱処理によって硬度を上げることが可能な鋼種です。 鋼種によって、1回の熱処理で硬化するものや2段階の処理を必要とするものがあります。
析出硬化熱処理の条件については、下記ページを参考にしてください。
ステンレス鋼などの不働態被膜を作る鋼種では、不働態被膜が破壊された部分には小さな孔が開くことから孔食と呼ばれます。 耐孔食性の優劣については、元素含有量から求められる孔食指数(PRE)が一つの目安となり、各系統の代表鋼種における耐孔食性の傾向は次の通りです。
※成分調整や追加工により、耐食性を大幅に改善している鋼種がありますので、詳細はお問い合わせください。

圧延加工や熱処理により高い硬さを得ることができるため、ばね用部品としてご利用いただけます。
各鋼種の違いはこちらから。
冷間加工でマルテンサイトが誘起されにくいよう調整された鋼種で、加工後も非磁性を維持できる材料です。
一般鋼種SUS304やSUS316Lとの違いはこちらから。
SUS304にMoを添加し耐食性を高めたステンレス鋼です。
SUS316LとSUS316の違いはこちらから。
ステンレス鋼としての耐食性を有しながら、析出硬化処理により強度を高められる材料です。
各鋼種の違いはこちらから。
焼入れにより非常に高い強度を得ることができるステンレス鋼です。
各鋼種の違い、特性はこちらから。
予め焼入れ焼戻しを施したステンレス鋼ですので、お客様で熱処理せずにご使用いただけます。
各鋼種の違い、特性はこちらから。
当社で扱うすべてのステンレス鋼で箔を製造しています。カスタムスペック、小ロットなら当社へ。
実績鋼種、最薄厚さはこちらから。