SUS301|オーステナイト系ステンレス鋼
概要・特徴
そのため、ゼンマイやドームスイッチ等の耐久性を要求されるばね部品用途に最適な材料です。
また、オーステナイト系ステンレス鋼のため、防錆を目的としたメッキをすることなく、様々な環境下で使用することができます。
当社ではJIS G4313に規定されるばね用ステンレス鋼各種取り扱っています。
ばね用ステンレス鋼の各鋼種の特徴や比較はこちらのページにてご確認ください。
主な用途
振動モーター、FPC、タクティールスイッチ・メンブレンスイッチ、ヒンジ、可変抵抗器、シートベルト用ぜんまい、インジェクター、シクネスゲージ
対応可能形状
製造可能範囲(コイル、板)
板厚
0.030~2.5mm
幅
3.0~300mm
長さ
コイル もしくは L2000mm以下のシート
当社で製造するコイルやシート材の製造範囲です。
調達品は別途お問い合わせください。
規格
当社では特に指定のない場合、JIS G 4313に準拠して製造いたします。
海外規格は当材料と同等もしくは近似のものを掲載していますので、参考としてご利用ください。
JIS
SUS301 (G4313, G4305)
UNS
AISI
S30100
301
EN / ISO
1.4319 / 4319-301-00-I, X5CrNi17-7
1.4310 / 4310-301-00-I, X10CrNi18-8
GB
S30110, 12Cr17Ni7
IS
X10Cr17Ni7(301)
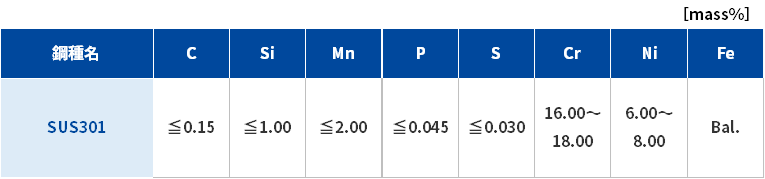
化学成分
物理的性質
密度
7.93 g/cm³
比熱
502 J/(kg・K)
電気抵抗
72 μΩ・cm
ヤング率
193 GPa
熱膨張係数
16.9×10-6/K(0~100℃)
熱伝導率
16.3 W/(m・K)
融点
1380-1420 ℃
磁性
固溶化熱処理状態では非磁性ですが、加工により弱い磁性を持つようになります。
機械的性質
特に指定のない場合、JIS規格(下表)に準拠して製造いたしますが、より厳しい規格やカスタム規格をご指定いただくことも可能です。
※1/4Hは現在のJIS規格にはありませんが、製造可能です。

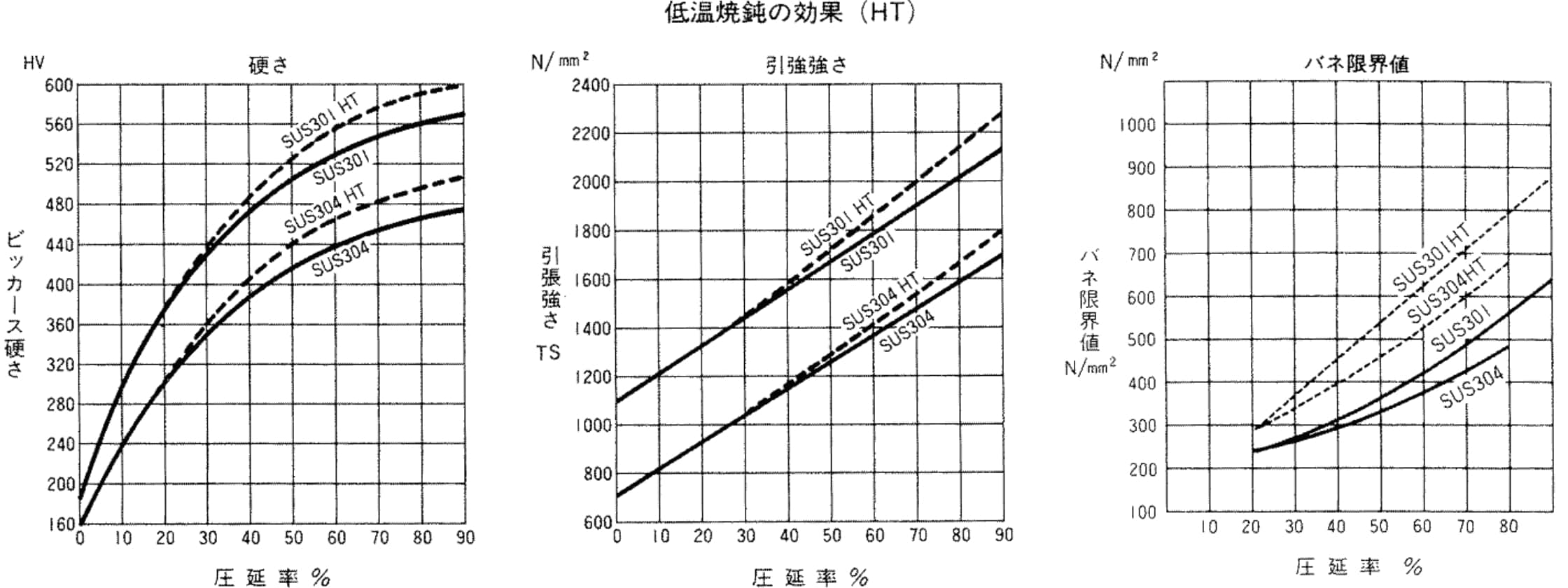
低温焼鈍
ばね用ステンレス鋼は圧延のままでも使用できますが、強いバネ性をご希望の場合は部品加工後400℃位で低温焼鈍を施されることをおすすめします。
この低温焼鈍は加工の後で行なうことが必要で、あらかじめ低温焼鈍を施したものに加工を加えますと低温焼鈍の効果がなくなります。
低温焼鈍の条件としては[400~420℃で1~2時間]加熱するのが最適で、最高の性能が得られますが、製品の性能、設備、作業条件によっては[200~450℃で適当時間]処理しても構いません。
<注意事項>
空気中の低温焼鈍によって表面に酸化皮膜(黄金色)が生じますが、この皮膜は弱塩酸または機械的表面処理等によって簡単に除去できます。
上述の[400~420℃]の低温焼鈍温度は機械的性質について最高の性能が得られますが、耐食性がやや悪くなりますので耐食性を重視される場合は、[350℃以下]の温度で処理されることをお奨めします。
また、材料表面に汚れた油やごみ等の異物が付着したまま低温焼鈍を行ないますと焼付を生じ、耐食性を害しますので事前にできる限り清浄にすることが必要です。
低温焼鈍の機械的性質への効果は下図の通りです。
異方性
ばね性の高いものほど圧延率が高いため異方性も強くなりますので、ご使用に際しては異方性を考慮する必要があります。
一般に強度(引張強さ、ばね限界値、降伏点、弾性率等)は圧延方向に直角な方向が強く、平行な方向が最も弱くなります。伸びはその逆の傾向を示します。従って曲げ加工は、曲げ軸が圧延方向に直角ないしは45°方向位までに収まるように材料取りに当たってご注意下さい。
また強度の高い材料ほど靭性が乏しくなり、スプリングバックが大きくなりますので、加工条件を十分ご検討の上ご使用下さい。