金属の表面処理とは?主な表面処理の種類一覧・目的・方法を解説
金属材料に関する全60Pの技術資料を無料でダウンロードいただけます。
材料選定に必要な特性データをはじめ、重量・⻑さ換算表や硬さ換算表など金属にかかわる方にオススメのお役立ち資料です。
⇒ 技術資料ダウンロードはこちらから
ばね限界値は、JISでは「薄板ばね材料の長期クリープ変形量を、短時間に推定・評価するための特性値」と定義されています。
本記事では、ばね限界値と耐力の違い、測定方法、ばね限界値を向上させる方法などについて解説します。
ばね限界値は、JISでは「薄板ばね材料の長期クリープ変形量を、短時間に推定・評価するための特性値」と定義されており、具体的には、片持ちはり方式で試験片の自由端に曲げ応力(荷重)を加え、所定の永久たわみ(例えば0.075mm又は0.1mmなどの極僅かな変形)が生じたときの表面最大応力値を求めるものです。
別名“Kb値”とも言われ、単位はN/mm² または MPaを使用します。
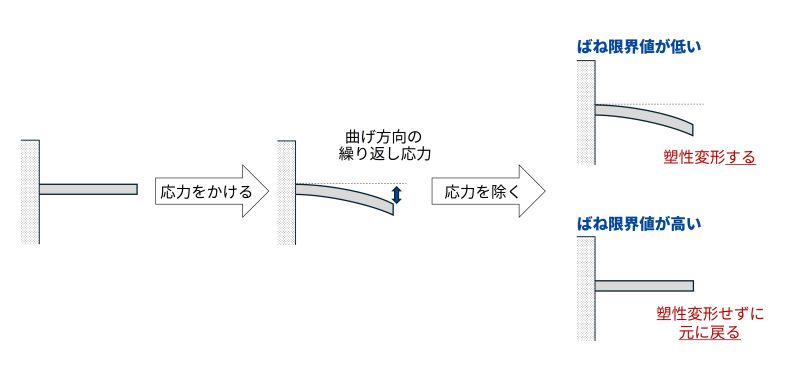
引張強さや硬さ、耐力などと並び、材料の「強度」を示す指標のひとつであり、 その名の通り、材料の「ばね性」を評価する際に用いられます。
ばね限界値が高いということは、高い応力でもへたりにくく、 ばね性に優れた材料であることを意味します。
材料に引張の応力を付加する引張試験では、以下のような「応力-ひずみ曲線」が得られます。
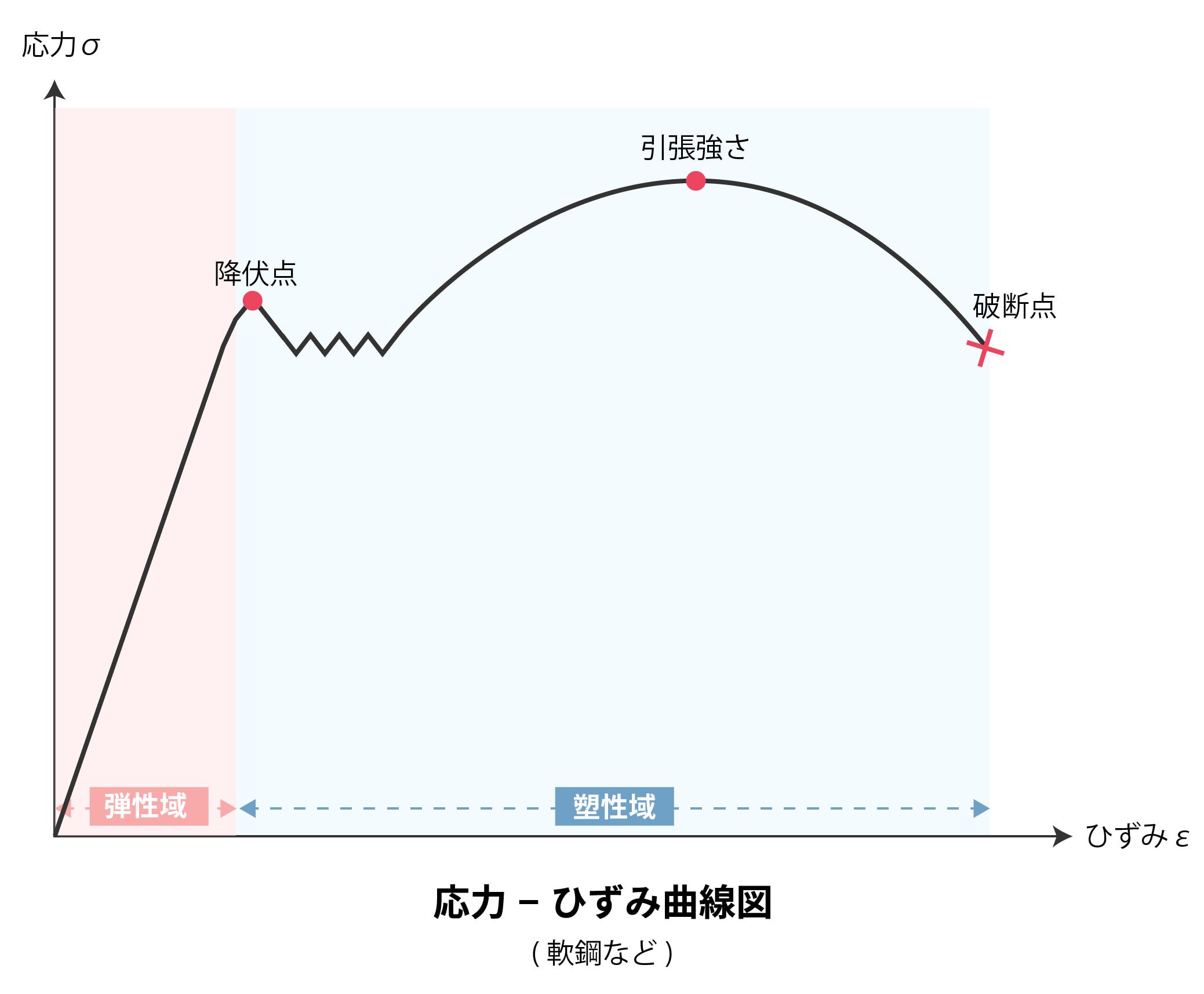
材料は、一定の応力までは応力を取り除くと元の形状に戻る弾性変形を示し、
弾性域を超えると、応力を取り除いても元には戻らない塑性変形を始めます。
この塑性変形へ移行する際の応力を降伏点といいます。
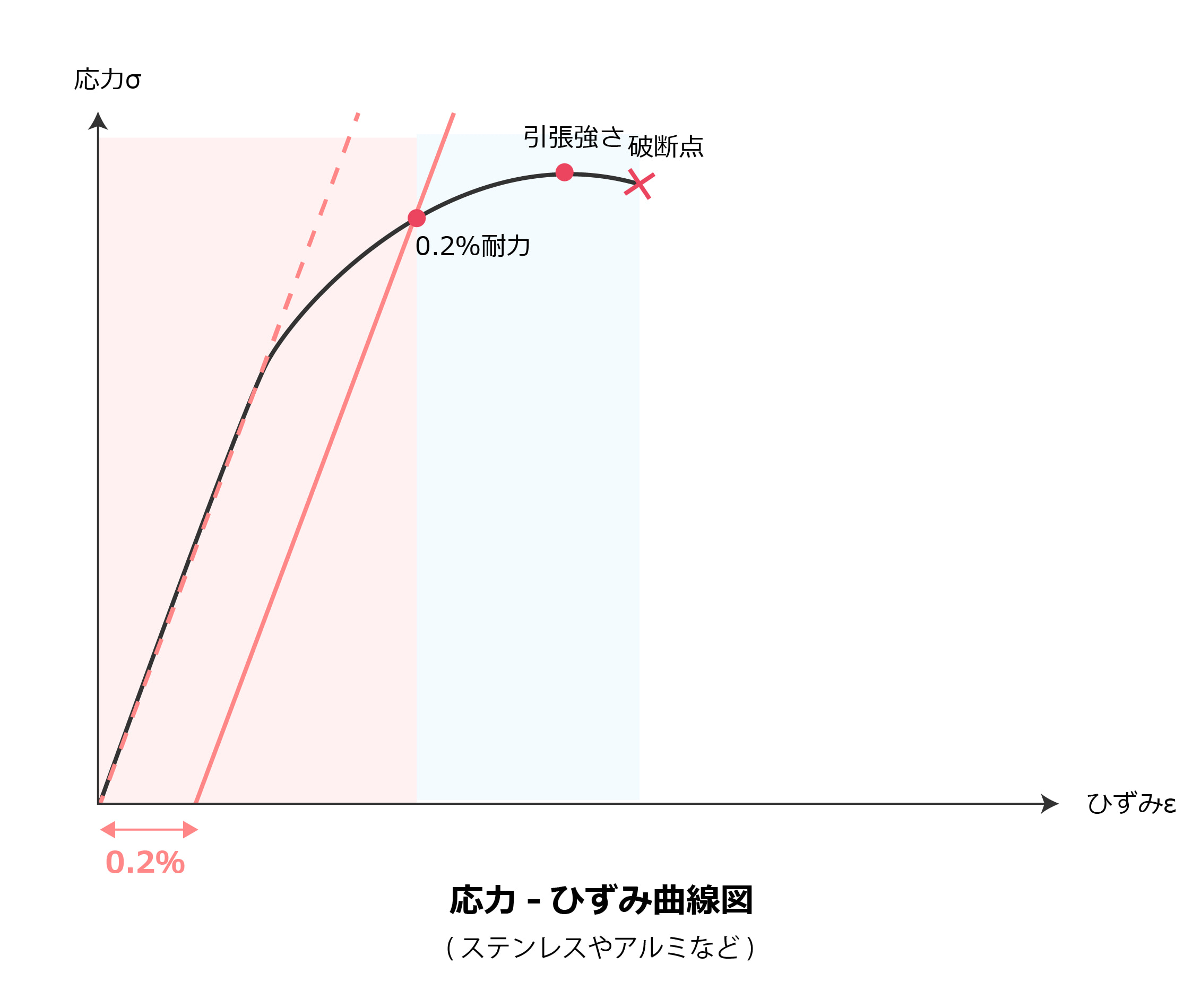
しかし、ばね用材料に使用されるステンレス鋼などでは、右のような応力-ひずみ曲線を描き、明確な降伏点が現れません。そのため、材料に0.2%の塑性ひずみが生じた時点での応力を降伏点として代用したものが「0.2%耐力(単に耐力ともいう)」です。
このように、「0.2%耐力」も「ばね限界値」と同様に、塑性変形が始まる極初期の段階での実用上の降伏応力を示しますが、耐力は引張方向、ばね限界値は曲げ方向の特性を評価する点で異なります。
ばね限界値は[JIS H 3130:ばね用のベリリウム銅,チタン銅,りん青銅, ニッケル−すず銅及び洋白の板及び条]の中で以下の2つの測定方法が規定されていました。
しかしながら、諸般の事情によりJIS H 3130:2018からJIS H 3130:2025への改定において、 ばね限界値の規格とともに測定方法も削除されてしまいましたので、仕様を決める際にはご留意ください。
では、それぞれの測定方法について解説していきましょう。
繰返したわみ式試験は、以下の図のように圧延方向から採った試験片を固定し、 自由端から約3mmの位置に引掛金具を接触させ、繰り返しのたわみ変位を与えます。
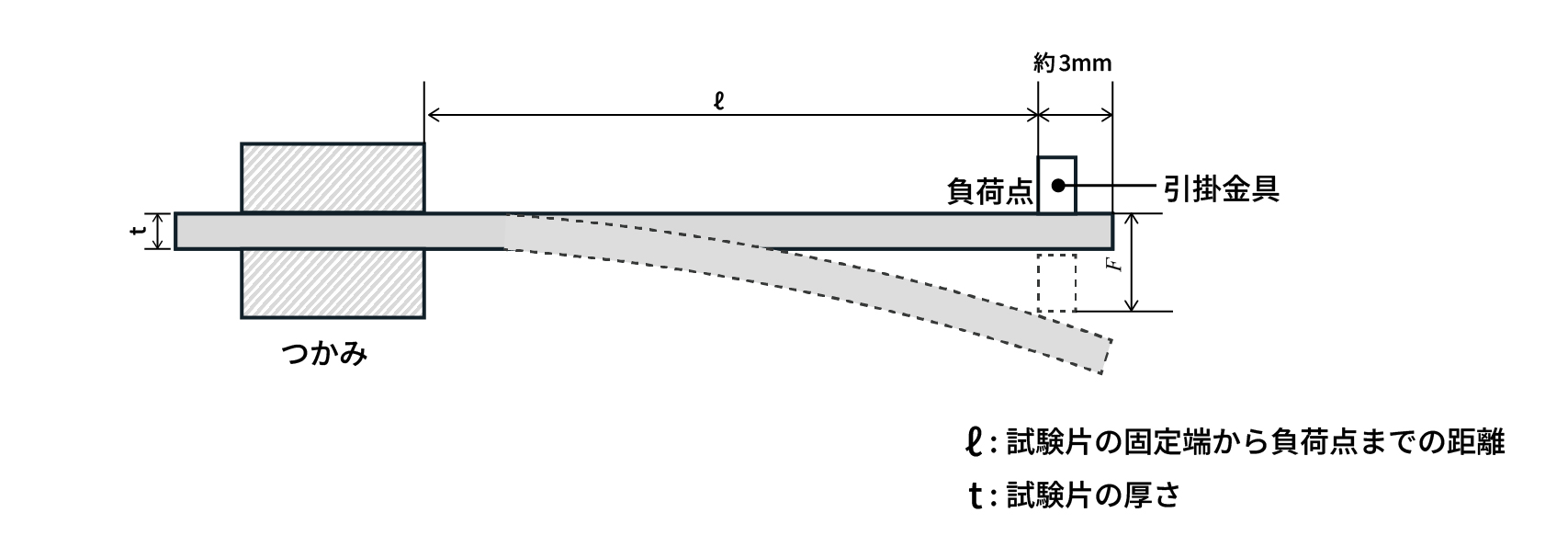
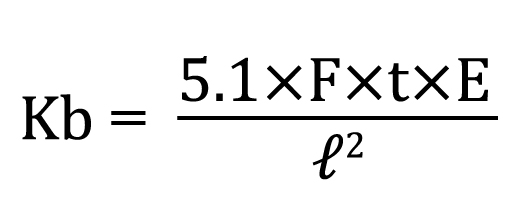
たわみ変位は段階的に増加させ、永久たわみ量が0.075 mm又は0.1 mmに相当する表面最大応力値をばね限界値とし、以下の式から求められます。

また、各たわみ量に対する表面最大応力値は以下の式にて求めることができます。
モーメント式試験は、以下の図のように圧延方向から採取した試験片を固定し、自由端から所定の位置に引掛金具を接触させ、たわみ変位を与えます。
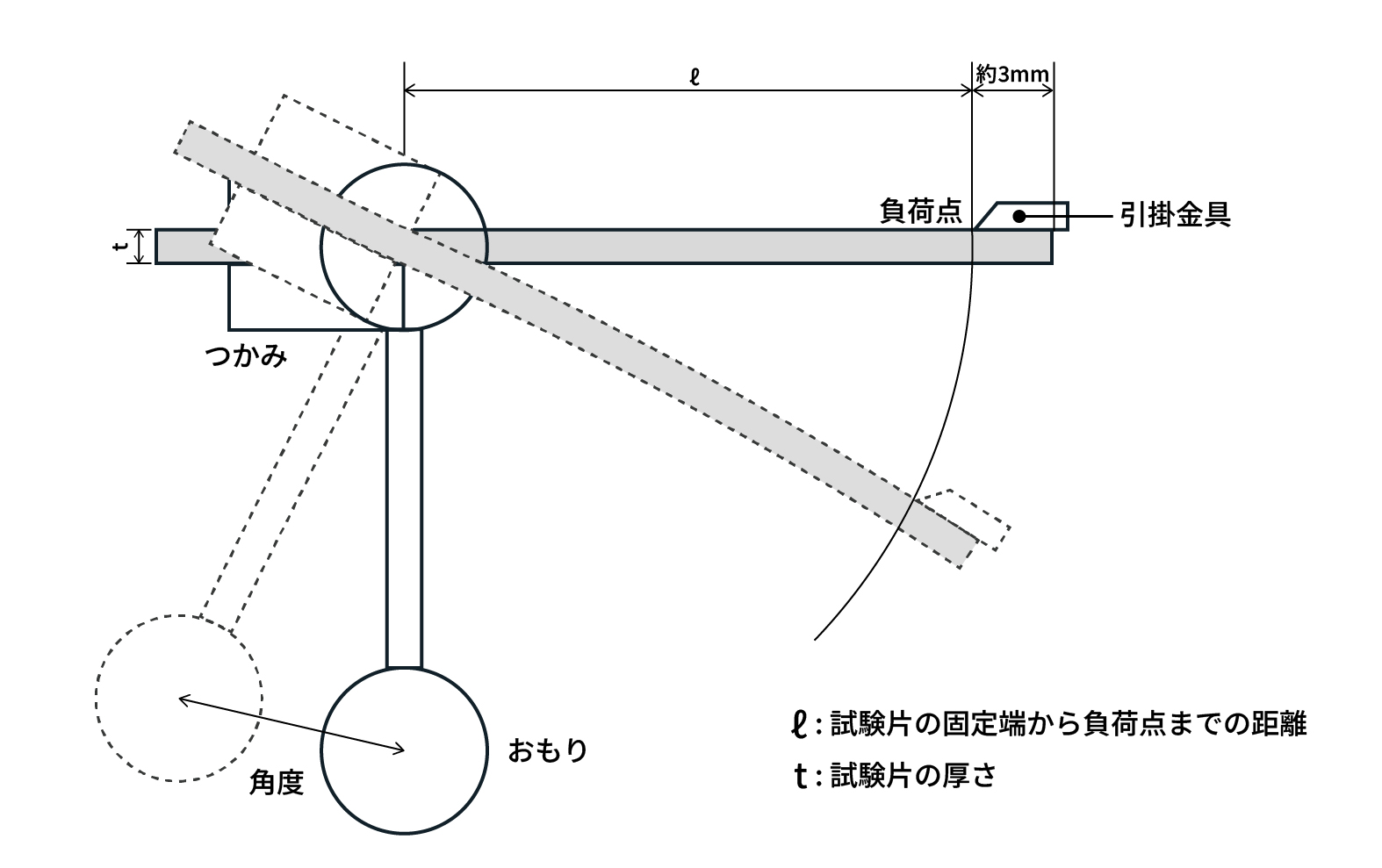
おもりと角度の調節により負荷モーメントを段階的に増加させ、
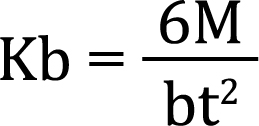
永久たわみ量が0.075 mmに相当する表面最大応力値をばね限界値とし、以下の式から求められます。

また、表面最大応力値は以下の式にて求めることができます。
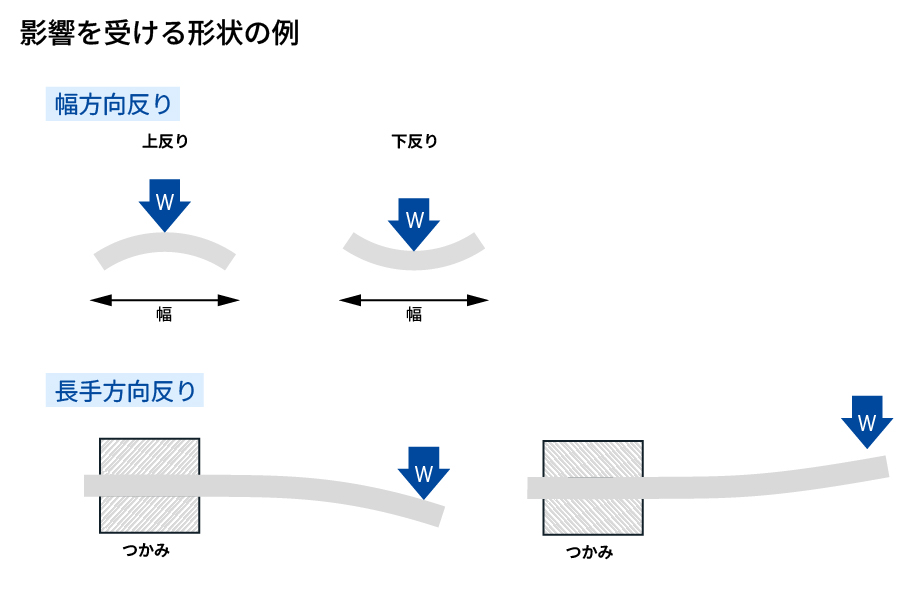
ばね限界値は表面の残留応力の影響を受けるため、試験片の形状によっても測定値にばらつきが出ます。
そのため、試験は試験片の一端で行った後、裏返して他端で行い、2つの測定値で評価します。
過去のJISには以下の2つの規格においてばね限界値が適用されていましたが、前項の通り現在は規格から削除されています。
当社で確認できている各版におけるばね限界値の扱いを簡単に記載しておきます。
ばね用ステンレス鋼として使用されSUS301やSUS304は、低温焼鈍を施すことで残留応力が除去され、
さらにばね限界値を向上させることが可能です。
部品加工後に400~420℃で1~2時間加熱することで最高の性能が得られます。
参考までに当社データを下図に示しますが、低温焼鈍によりばね限界値は50~200N/mm²程度向上します。
(圧延率が高いほど内部応力が高いため、低温焼鈍後の上がり幅が大きい傾向にあります)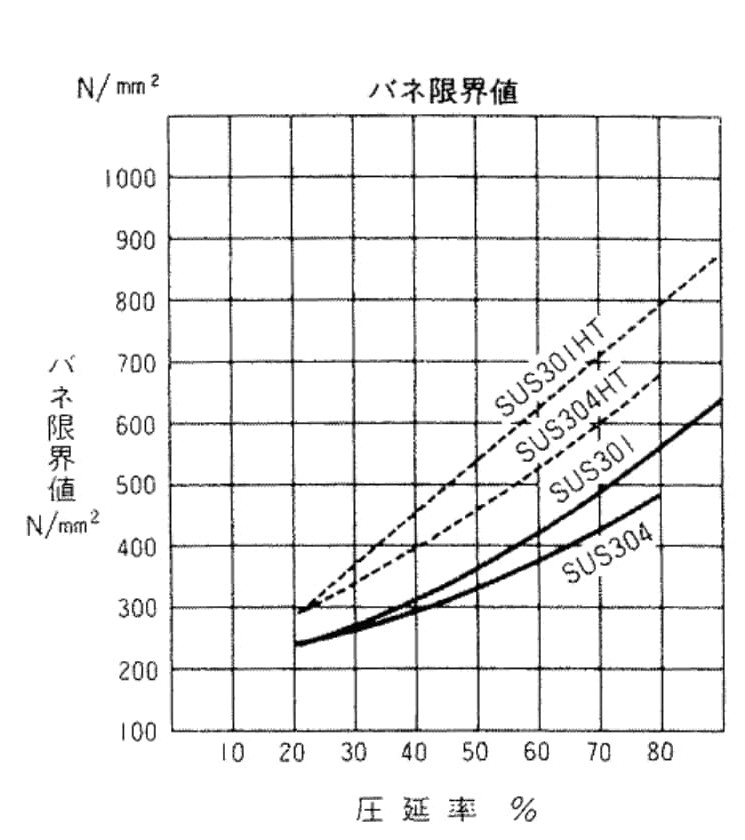
結晶粒の微細化も、ばね限界値の向上に効果的です。
以下に、当社独自技術により結晶粒径を1μm程度まで微細化させたステンレス鋼「超微細結晶粒ステンレス鋼nanoSUS」と 通常粒のばね限界値を比較した図を示します。
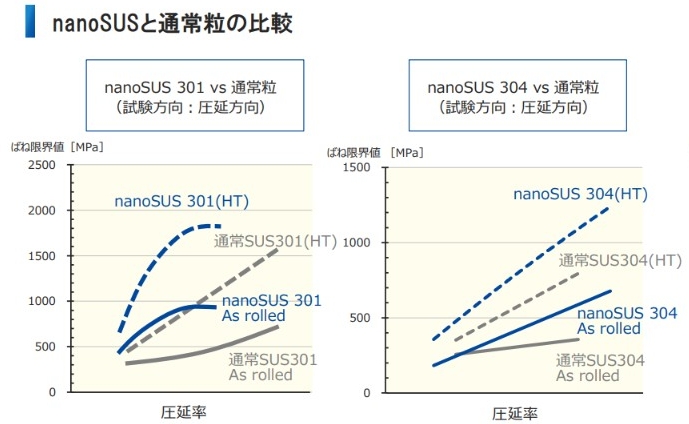
nanoSUSにおいても、低温焼鈍 (HT) を行うことでさらに高いばね限界値が得られ、
特にnanoSUS®301では、圧延方向で1600MPa、直角方向で2000MPaを超える極めて高いばね性が出せます。
「ばね用途にSUS301やSUS304を使用しているが、すぐへたってしまう、、、」
といったお悩みがありましたら、ぜひ当社にご相談ください。
最適な材料をご提案させていただきます。
nanoSUSついての詳しい情報は、以下のページに掲載しています。
ご興味のある方はぜひご確認ください。
\ばね限界値試験の動画を掲載中!/
また、結晶粒微細化によりばね限界値が向上するメカニズムについては
以下の記事で解説していますのでこちらも併せてご確認ください。
以上、「ばね限界値」について解説いたしました。
精密金属材料メーカーである特殊金属エクセルは、
お客様のお悩みや用途に合わせた材料のご提案をしております。
お見積りやご相談は無料ですので、まずは気軽にお問い合わせください。

nanoSUS®の詳しい資料をご用意しています。
以下よりダウンロードにお進みください。
精密金属材料メーカーとして80年以上の実績を持つ特殊金属エクセルが運営。
長年培った知見や日々寄せられるお客様からのご相談を元に、技術開発と営業が連携してお客様の疑問や課題解決に役立つ情報を発信しています。
金属材料に関して課題をお持ちの方は、まずは特殊金属エクセルにご相談ください。お客様の製品になるまでを考慮し、課題解決に向けたよりよい材料のご提案をいたします。
最新記事
タグ