事例|クラッド材の小ロット生産で在庫リスク軽減&調達効率化へ。
電池メーカー様より、従来の素材メーカー様への再発注しようとしたところ、使用量に対し最低発注ロットが大き過ぎるとのことで、在庫リスクを懸念し、当社にお問い合わせをいただきました。
クラッドとは2種類以上の異なる金属を貼り合わせた材料のことで、単一材料では得ることが出来ない複合特性を持たせた高機能金属材料です。
例えば、ステンレスと銅をクラッドすることにより、ステンレスの強度やばね性、耐食性と、銅の導電性や放熱性を兼ね備えた材料を作ることができます。
このようにクラッドは、単一金属や、合金では得られない、相反する特性を付加することができます。お客様における加工工程の省略、品質の向上、リードタイムの低減等、トータルコストダウンを実現することが可能です。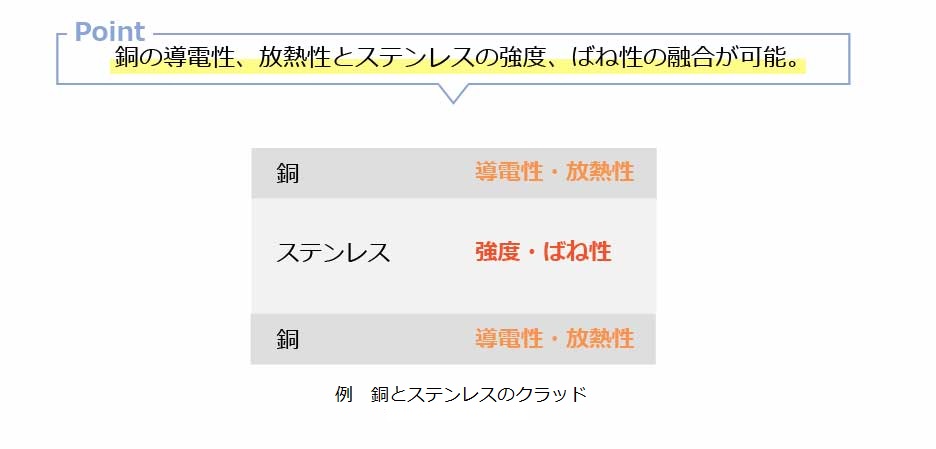
クラッドの主な特徴は以下の通りです。

クラッドには以下のように様々な製造方法があります。
*印は当社で行っている製法です。
熱または圧力を加えて、金属同士を共有結合させ、熱処理を行うことによって拡散結合し、接合(密着)する方法です。
圧接法は以下のように、冷間圧接法、温間圧接法、熱間圧接法の3つに分けることができます。
圧力を主体として圧接、薄いクラッドに適しています。
事例|クラッド材の小ロット生産で在庫リスク軽減&調達効率化へ。
電池メーカー様より、従来の素材メーカー様への再発注しようとしたところ、使用量に対し最低発注ロットが大き過ぎるとのことで、在庫リスクを懸念し、当社にお問い合わせをいただきました。
熱を主体として圧接、厚いクラッドに適しています。
冷間と熱間の中間の温度で圧接する方法です。
火薬爆発時の圧力と熱で接合する方法です。
溶けた金属を別の固い金属に流し込んで作る方法で、超重量物に使用します。
金属の境界部を溶かして張り合わせる方法で、 少量の特殊品に使用します。
電気めっき後、「圧延、熱処理」 加工して金属間結合させる(膜厚の薄いクラッドに最適)方法です。
⾦属粉末を超音速域に加速し、固相状態のまま溶射する『コールドスプレー(CS︓低温溶射)』技術を用い、基材に被膜を形成させる新しいクラッド製法です。通常のクラッドでは対応できない組み合わせや 単板や部品形状の基材にクラッドが可能など、様々なメリットがあります。
詳しくはこちらのページをご覧ください。
*印は当社で行っている製法です。
クラッドと電気めっきとの違いは以下の通りです。
| クラッド | 電気めっき | |
|---|---|---|
| 密着性 | 拡散結合により非常に強固 | 共有結合、加工や外圧に対して弱い |
| 組合わせ | 自由度大 | 化学反応を利用するため制約多い |
| 厚さ比率 | 自由度大 | 厚膜は困難 |
| 表面状態 | 圧延仕上げにより平滑 | 多孔性にて欠陥あり |
| 加工性 | 硬さ調整可能 | 硬質のため、加工にて剥離、割れの危険あり |
クラッド材料の性質は、金属を合金化する場合とは異なり、 構成素材の性質からその大略をあらかじめ推測することが可能です。
σB :引張強さ t :各構成材の厚さ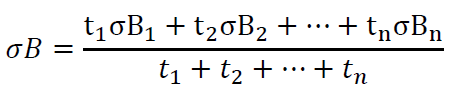
降伏強さについても同様の関係式が成立します。
E:縦弾性係数 t :各構成材の厚さ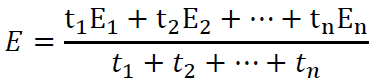
D:密度 V:各構成材の体積
k:熱伝導率 a:各構成材の厚さ比
(1)表面に垂直方向

α:熱膨張係数 a:各構成材の厚さ比 E:縦弾性係数 t :各構成材の厚さ
(1)表面に垂直方向
上式は常温付近で適合するが、高温では縦弾性係数の変化、 材料 によっては降伏現象等が起こるので、強度の大きい材料の熱膨張特性が優先します。尚、熱膨張係数の異なる構成材によるクラッドの場合には、バイメタル効果による湾曲が温度変化に応じて発生するので注意が必要です。
当社のクラッド材については、こちらのページをご確認ください。製造実績のある組み合わせ例(アルミ、ステンレス等)や製造範囲など詳しい情報を掲載しています。
貴金属クラッドについては、こちらのページをご参照ください。貴金属クラッドの特徴や用途例、各貴金属の主な特長などがご覧いただけます。
材料スペックや材料データが満載のテクニカルガイド(全60ページ超)を無料でダウンロードいただけます。
精密金属材料メーカーとして80年以上の実績を持つ特殊金属エクセルが運営。
長年培った知見や日々寄せられるお客様からのご相談を元に、技術開発と営業が連携してお客様の疑問や課題解決に役立つ情報を発信しています。
金属材料に関して課題をお持ちの方は、まずは特殊金属エクセルにご相談ください。お客様の製品になるまでを考慮し、課題解決に向けたよりよい材料のご提案をいたします。
最新記事
タグ