ばね限界値(Kb値)とは?0.2%耐力との違いや測定方法を解説
金属材料に関する全60Pの技術資料を無料でダウンロードいただけます。
材料選定に必要な特性データをはじめ、重量・⻑さ換算表や硬さ換算表など金属にかかわる方にオススメのお役立ち資料です。
⇒ 技術資料ダウンロードはこちらから
圧延方向とは?
曲げ方向との関係や、異方性、r値(ランクフォード値)などについて解説します。
回転しているロールの間に材料をはさみ、圧力によって薄く伸ばすことを圧延といいますが、
この圧延された鋼材の長手方向のことを「圧延方向」といいます。
別名、ロール目やタテ目とも呼ばれ、これに対して圧延方向に直角な方向は、幅方向やヨコ目と言われます。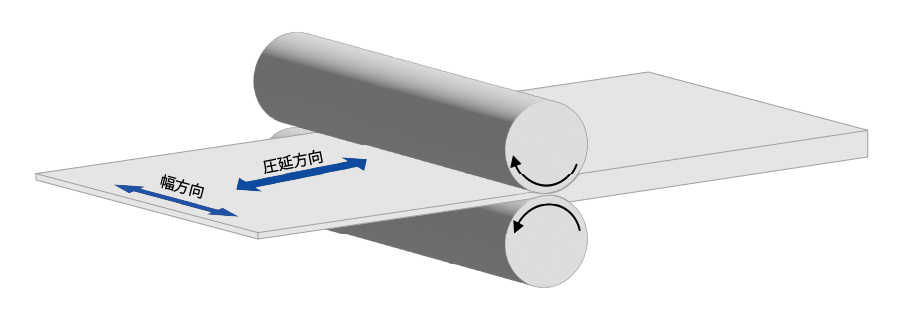
この圧延方向ですが、曲げ加工を行う際に考慮すべき重要な要素の一つとなっています。
その理由について、詳しく見ていきましょう。
圧延方向が曲げ加工を行う際に重要となる理由は、
曲げる方向によって、割れやクラックが発生しやすくなるためです。
比較的割れやクラックが発生しにくくなります。
そのため、この方向はGood wayとも言われます。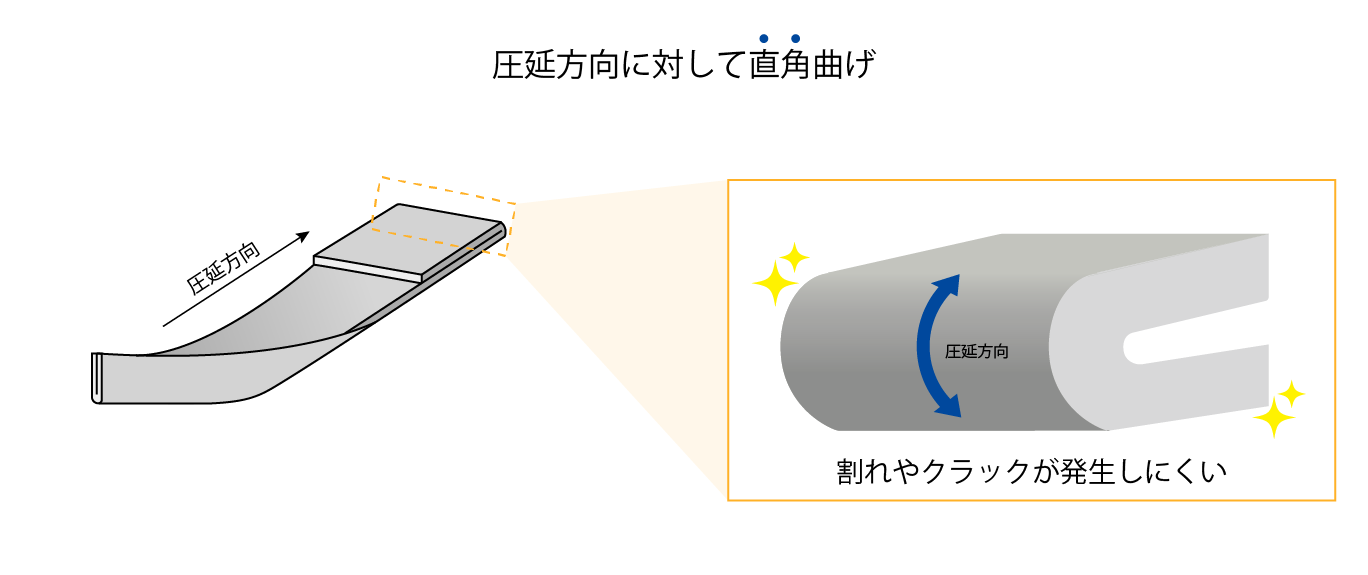
割れやクラックが発生しやすくなります。
特に、アルミニウムや高強度ステンレス鋼は割れやすいため注意が必要です。
そのため、この方向はBad wayとも言われます。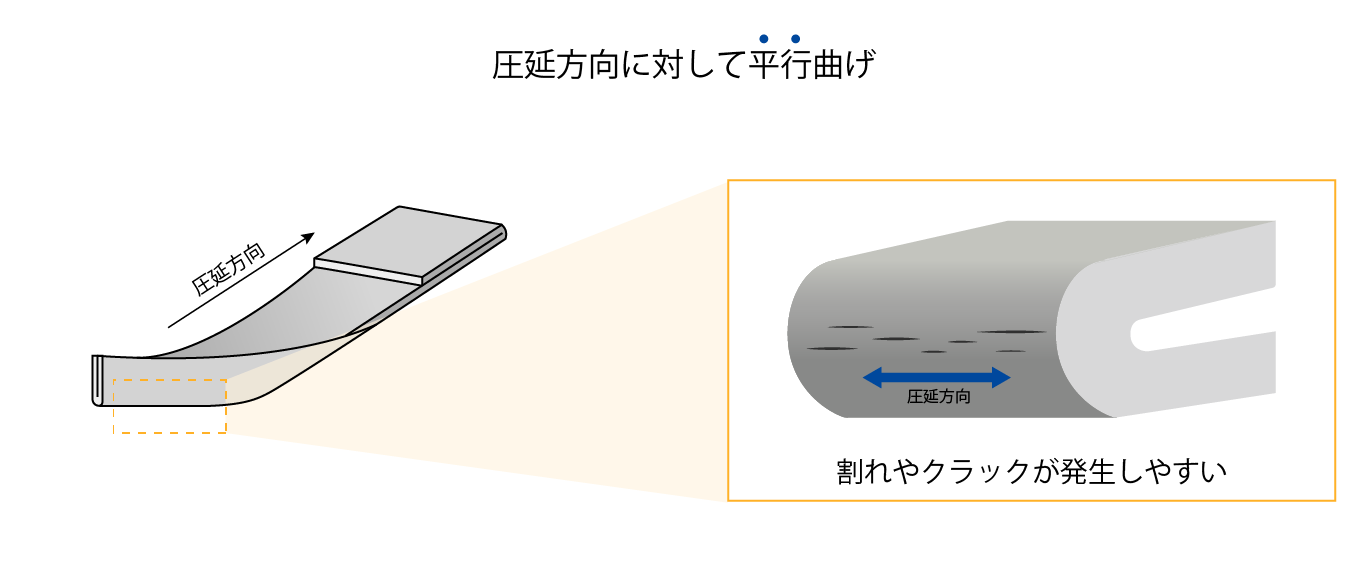
では、なぜ方向によって割れやすさに違いが出てくるのでしょうか。
それは、材料が"異方性"をもつためです。
方向により材料の物理的性質や機械的性質が異なることを"異方性"といいます。
金属材料は、複数の結晶が集合した物質であり、通常、個々の結晶粒はそれぞれ不規則に異なった方向を向いています。
しかし、圧延されると結晶粒とそれを構成する原子が一定方向へと規則的に配列します。
その結果、方向によって、原子間の結合強さや密度などに違いが生じある方向からの力には耐えられるが、別の方向からの力には割れやすくなるといった方向による性質の違い=異方性 が現れるのです。
異方性は、強度や割れやすさだけでなく、熱伝導率、電気伝導率、抵抗率、磁力などにも影響するため、設計や加工時に考慮すべき非常に重要な事項です。
ちょこっとメモ
異方性と反対に、方向により性質が変わらないことを”等方性”といい、ガラスや水は等方性材料に分類されます。圧延などの加工が施される前の金属も一般的には、等方性材料とみなされます。
材料の異方性を表す指標のひとつに r値(ランクフォード値)があります。
r値は、下図のように引張試験で10-20%の程度の歪みを加えた際の板厚と板幅の塑性ひずみ比と定義されており、次の式で表されます。
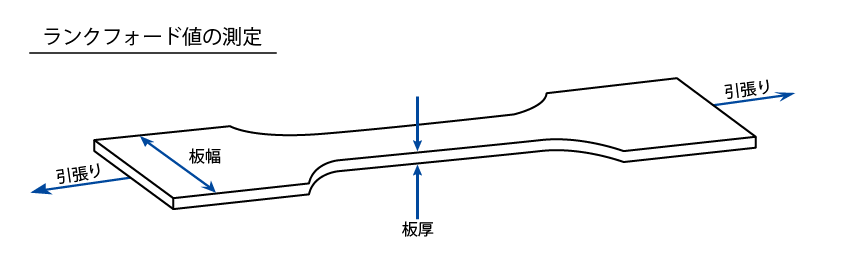

このr値では板厚異方性が分かり「r=1」の時は「等方性」、「r≠1」の時は「異方性がある」といえます。
このr値は、大きいほど板厚方向よりも幅方向に広がって変形できることを意味し、深絞り性が良い材料と言えます。
設計時の部品の取り方向については、板厚異方性よりも面内異方性を考慮する必要があります。
面内異方性は、試験片を圧延方向に対し0度、45度、90度方向に採取した時のr値(r0、r45、r90)を用い、以下の式で求められます。
この⊿rが大きいほど、面内異方性が強いため、方向によるクラックや強度のばらつきに注意が必要となります。
なお、異方性の強い材料の場合、r値は1方向のみの値を採用するのではなく、
r0、r45、r90を用いた以下の式で求められる平均値で表す場合が多くあります。
異方性が大きい金属材料には、チタン、マグネシウム合金、電磁鋼板、そして冷間圧延されたステンレス鋼などがあり、当社でも、SUS301の圧延仕上げ材に関して、異方性の影響で部品の取り方向に悩まれたお客様からご相談をいただくことがあります。
参考までに、当社で製造した SUS301-H と TOKKIN 301 JIN におけるそれぞれの方向の耐力と伸び率の比較を下図に示します。
※圧延方向に対し平行(RD:0度)、斜め(45度)、垂直(TD:90度)に試験片を採取(図参照)
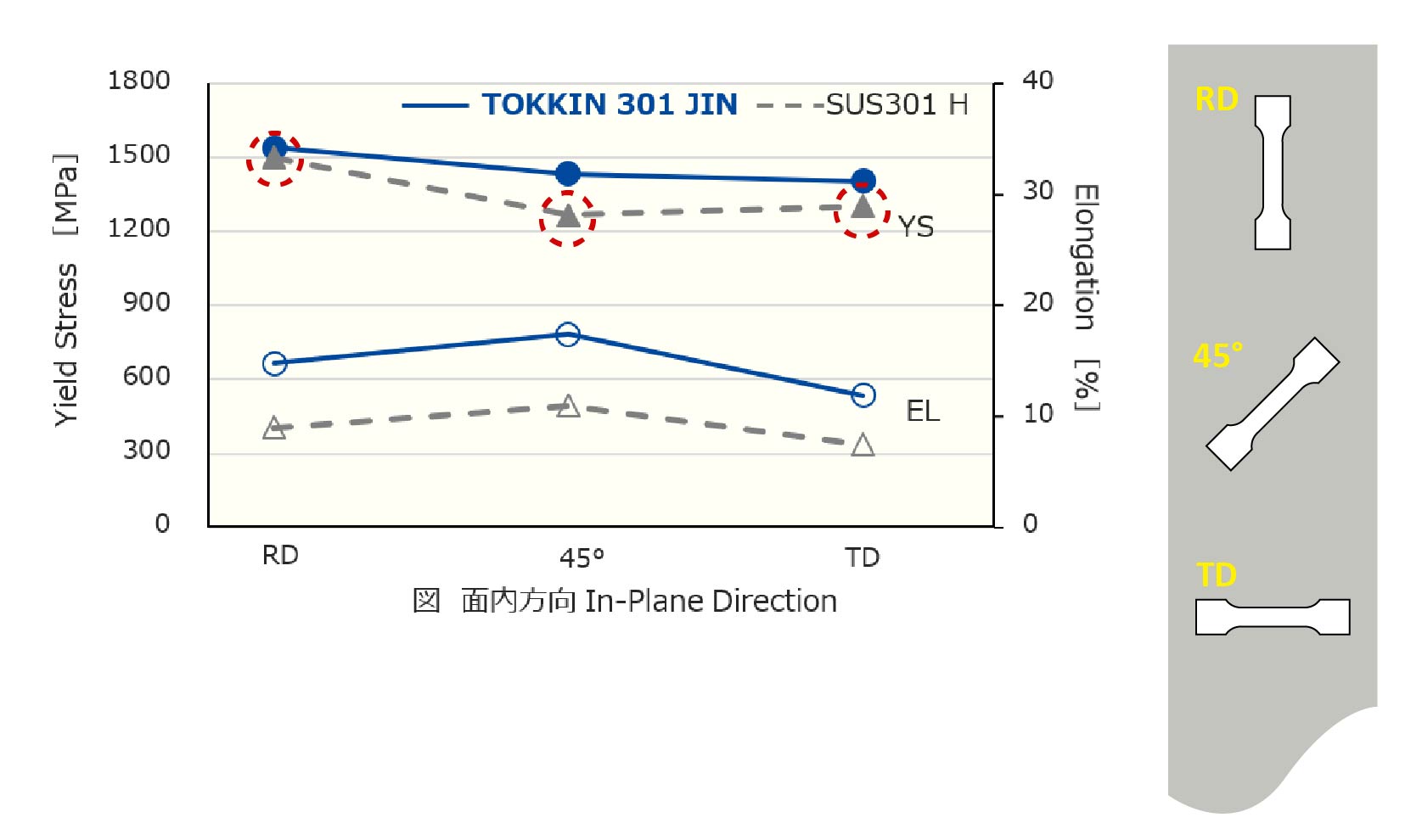
SUS301-Hにおいては、YSRD 1500MPa、YS45 1250MPa、YSTD 1300MPaと最小と最大で約17%ほどの差があり、異方性が考慮されていないと設計通りの機能が出ない、といった不具合につながる恐れがあります。
上述のとおり、異方性は材料の成形性や加工性、強度にも影響を与える重要な特性です。
このように異方性が強い材料では、圧延などの方向性を考慮した加工が必要となり、設計の自由度が制限されたりクラックなどの加工不良が発生しやすくなってしまいます。
当社では、こうした異方性のお悩みを解決する材料「TOKKIN JIN®シリーズ」をご用意しております。TOKKIN JINシリーズは、機械的異方性が少なく、かつ優れた"強度×延性バランス"を持つ材料のため、
といった特徴があります。
現在、「TOKKIN 350 JINⓇ」と「TOKKIN 301 JINⓇ」の2種の鋼種をご用意しております。
異方性による加工トラブルにお悩みの方は、ぜひ以下より詳細ページをご確認ください。
\曲げ試験の結果をチェック/
また、さらに詳しい情報をご希望の方やPDF形式の資料をお求めの方は、
以下より資料ダウンロードにお進みいただけます。
ご不明点やお悩みがございましたら、ご相談も承っております。
弊社営業担当より回答いたしますので、お気軽にお問い合わせください。

TOKKIN 350 JIN®の詳しい資料をご用意しています。
以下よりダウンロードにお進みください。
精密金属材料メーカーとして80年以上の実績を持つ特殊金属エクセルが運営。
長年培った知見や日々寄せられるお客様からのご相談を元に、技術開発と営業が連携してお客様の疑問や課題解決に役立つ情報を発信しています。
金属材料に関して課題をお持ちの方は、まずは特殊金属エクセルにご相談ください。お客様の製品になるまでを考慮し、課題解決に向けたよりよい材料のご提案をいたします。
最新記事
タグ