【用途紹介】X線透過用フィルター向けモリブデン箔
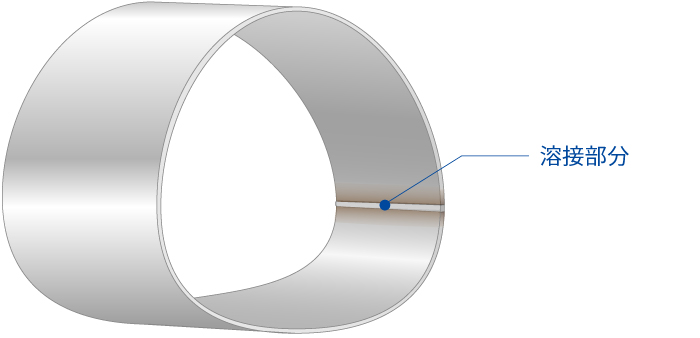
スチールベルトメーカー様より、スチールベルト(エンドレスベルト)の溶接部の強度低下の課題についてご相談をいただきました。
高強度のスチール材料を使っても、溶接をすると溶接部周辺は軟化してしまう
溶接しても強度低下しない方法はないのか?
析出硬化系ステンレス鋼の「SUS632J1(15-7PH)」をご提案
高強度のSUS301-EH(HV500)やSUS304-H(HV400)材を使っても、 溶接部周辺は溶接熱により軟質状態(焼鈍状態)となり、変形や破断の恐れがある。
スチールベルト(エンドレスベルト)を製造する上で溶接は必須のため、溶接しても強度低下しない方法について 当社にご相談いただきました。
析出硬化系ステンレス鋼の「SUS632J1(15-7PH)」をご提案。
SUS632J1は焼鈍状態でもマルテンサイト組織のため、溶接後もHV310程度の高強度を維持でき、溶接部の強度低下による破断リスクを回避できると考えました。
| 鋼種 | 固溶化熱処理後 硬さ[HV]※ |
|---|---|
| SUS632J1 | 310程度 |
| SUS631 | 180程度 |
| SUS304 | 160程度 |
| SUS301 | 180程度 |
※当社実績データからの参考値です。
また、溶接後でも析出硬化熱処理により、さらなる強度アップが図れます。(HV400以上可能)
※同じ析出硬化系ステンレス鋼であるSUS631の場合、溶接で軟化した部分とその他の部分(圧延材)では熱処理方法が異なるため、溶接後の一様な強度アップは図れません。
その他にも、SUS304と比較し、熱膨張係数が低く、耐熱性もあります。
強磁性でもあるため、磁石を利用してスチールベルトの動きを制御することも可能です。
| 鋼種 | 熱膨張係数[×10^-6/K] (0~100℃) |
|---|---|
| SUS632J1 | 10.9 |
| SUS631 | 15.3 |
| SUS304 | 17.3 |
| SUS301 | 16.9 |
関連リンク
SUS632J1の詳しい材料特性は ⇒ こちらから
スチールベルト以外にも、バンドソーなどにも同様にお使いいただけます。 機械的性質、析出硬化熱処理の詳細は、こちらのページでご確認ください。
ばね用ステンレス鋼各種(SUS301, 304, 631, 632J1, 420J2)の特徴や鋼種比較はこちらをご覧ください。
精密金属材料メーカーとして80年以上の実績を持つ特殊金属エクセルが運営。
長年培った知見や日々寄せられるお客様からのご相談を元に、技術開発と営業が連携してお客様の疑問や課題解決に役立つ情報を発信しています。
金属材料に関して課題をお持ちの方は、まずは特殊金属エクセルにご相談ください。お客様の製品になるまでを考慮し、課題解決に向けたよりよい材料のご提案をいたします。
最新記事
タグ