ばね限界値(Kb値)とは?0.2%耐力との違いや測定方法を解説
加工硬化(ひずみ硬化)とは、金属に圧延や引抜きなどの塑性加工を施すことで、強度や硬さが増していく現象を指します。
「加工硬化とは何かを端的に知りたい」「加工硬化曲線の見方が分からない」「他の強化機構との違いを整理したい」といった疑問を持つ方に向けて、本記事では加工硬化の原理や加工硬化曲線の読み取り方、代表的な強化機構について解説します。
金属に圧延や鍛造などの冷間加工を加え、塑性変形をさせると硬さや強度が高くなり、加工が次第に難しくなっていくことを加工硬化(または、ひずみ硬化)といいます。加工硬化の身近な例としては、針金を交互に繰り返し折り曲げると切れることが挙げられます。
これは、針金に折れ曲げという加工を加えることで、針金を硬く脆くして破断させています。
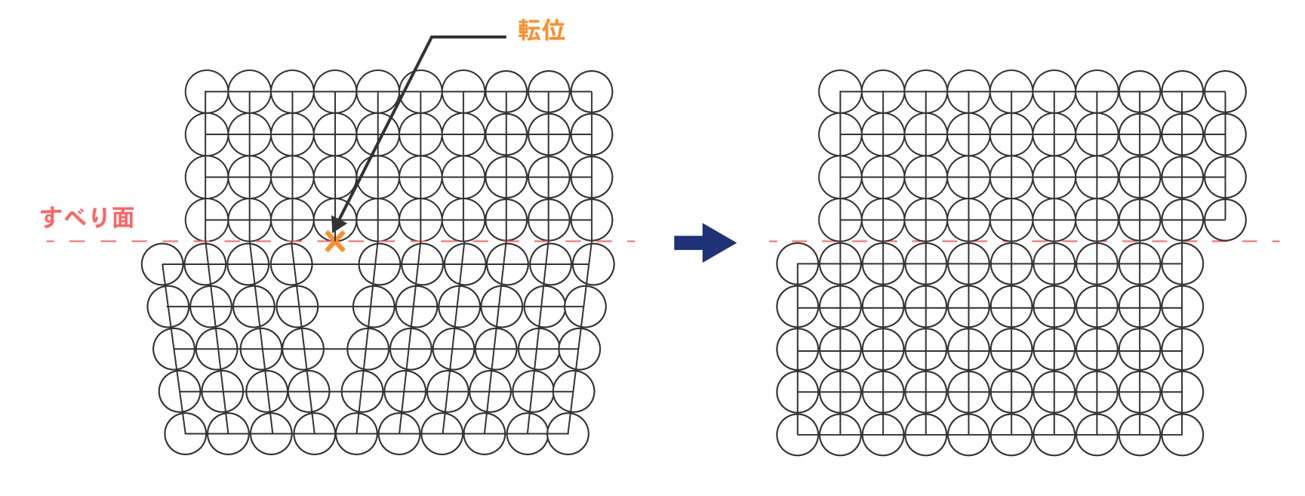
加工硬化の起こるメカニズムは、金属を構成する原子の配列と動きにあります。
金属内部の原子は、格子状に規則的に並んでいるのが理想的ですが、実際には転位と呼ばれる部分的に配列がずれた箇所(格子欠陥)が存在します。金属に外力を加えると、この転位がすべり面上を次々と伝播して動くことで、塑性変形が生じます。
この転位の数は塑性変形が進むほど増加し、互いに絡み合いながら転位の動きを妨げるため、次第に動きにくくなります。
このようにして、変形をさせるためにより大きな力が必要になる「加工硬化」が起こります。
なお、欠陥が一切ない完璧な原子配列の金属が存在した場合、その金属を変形させるために必要なエネルギーは現在実用化されている金属の数百倍~数千倍といわれています。残念ながら、現時点ではそのような材料は実用金属では存在していません。
上述のように、加工硬化した材料の内部には転位が密に存在し、転位同士が絡み合い動くことができない状態となり、延性や靭性が低下します。この状態では、これ以上の塑性加工ができないためこれを解消するために焼きなましという熱処理が必要となります。
焼きなましによって、加工により変化した内部組織が回復→再結晶→結晶粒の成長をすることで、加工で増加した強さや硬さは減少、逆に減少した延性や靭性は次第に回復し、ほぼ加工前の状態に戻すことができます。
また、転位により内部にひずみが溜まった状態で加工をすると、そのひずみの開放により曲がりや反りなどの加工ムラを生じることがあります。
このような不具合の解消には、軟化しない温度での焼きなまし「低温焼きなまし」が有効で、加工硬化による強度を維持したまま内部ひずみを除去することができます。
冷間圧延工程においては、TA(テンションアニーリング)などがこれにあたります。
金属の熱処理には、焼きなまし以外にも焼入れ、焼戻し、焼きならしなど様々な種類があり目的により使い分けが行われています。
以下の記事にて詳しく解説していますので、併せてご確認ください。
【関連記事】金属の熱処理とは?その目的、種類、熱処理方法、特長について
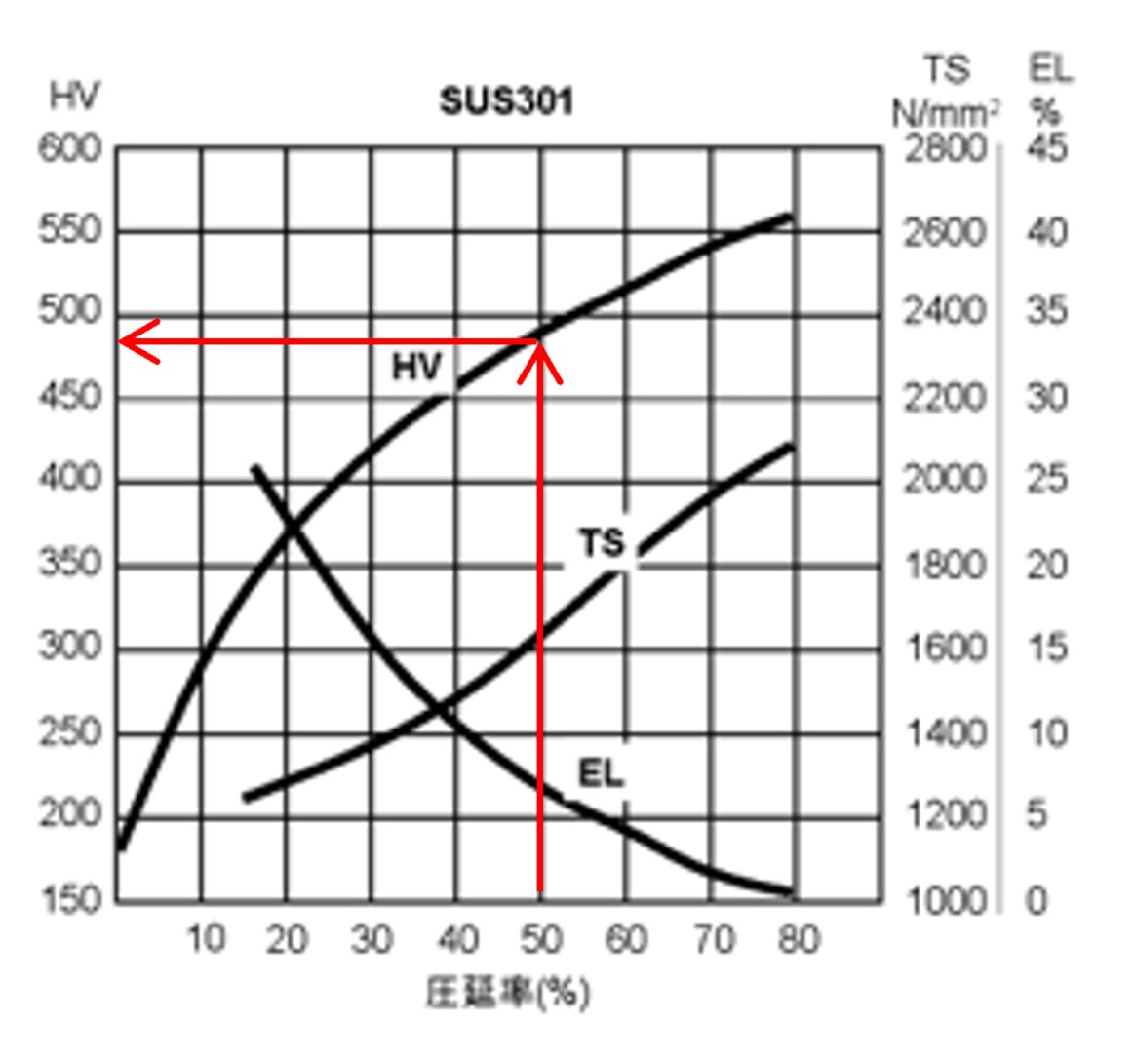
加工硬化曲線とは、縦軸に引張強さや伸びなどの機械的性質を、横軸に冷間加工における加工率をとり、加工率と機械的性質との関係を示した図のことです。
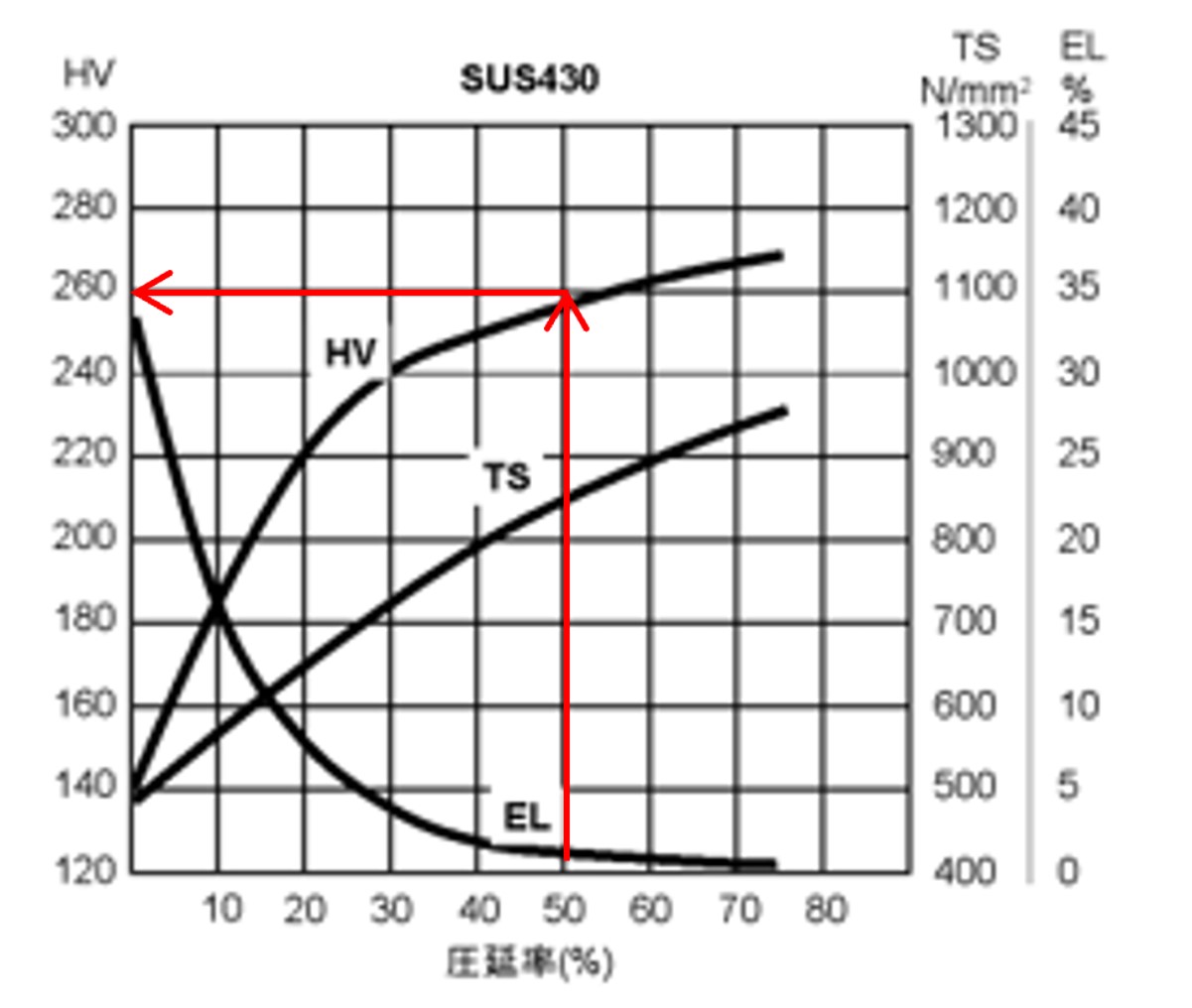
以下に当社におけるSUS430 とSUS301 の加工硬化曲線を示します。
※当社テクニカルガイドより抜粋(ダウンロードはこちら)
加工前の硬さはSUS430が約140HV、SUS301が約180HVとなっていますが、圧延率50%時点での硬さは、SUS430が約260HV、SUS301が約490HVとなっておりオーステナイト系ステンレスであるSUS301の方が加工硬化が高いことが分かります。
ある程度の圧延率になると、伸び率が極めて小さくなり、塑性加工の限界となりますので、上述の焼きなましをすることでほぼ加工前の状態に戻り、再度圧延できるようになります。圧延と焼きなましの繰り返しにより、所定の板厚や強度に調整することが冷間圧延の技術であり、当社では永年培ったノウハウで、一般材にはない特性の材料をつくることが可能です。
ステンレスの中でも加工硬化が大きいオーステナイト系ステンレスですが、その理由は結晶構造の違いにあります。
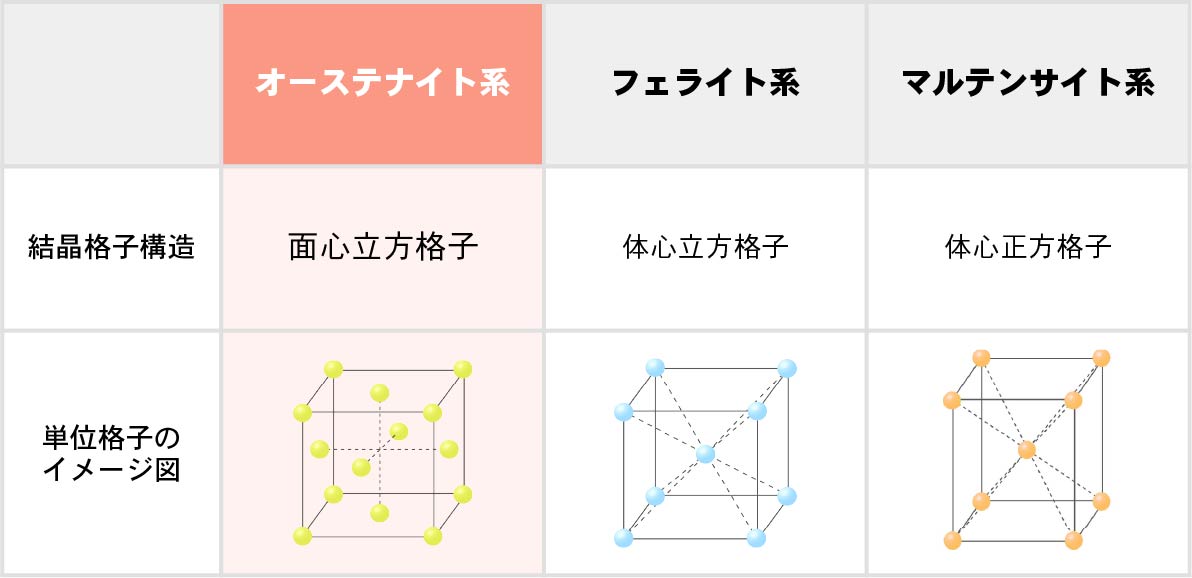
上の図のとおり、オーステナイト系ステンレスは、フェライト系、マルテンサイト系とは異なり、各面の中心に原子が位置した面心立方格子という結晶構造をしています。
「加工硬化の原理」において、塑性変形は結晶面に沿って原子がすべることによって起こるとの説明をしましたが、金属の結晶構造により、すべる方向や面は決まっており、すべり系と呼ばれるすべり面とすべり方向との組み合わせが多いほど1つの面に障害物があっても他の面上を動くことができるため、塑性変形しやすくなります。そして、オーステナイト系ステンレスの結晶構造である面心立方格子は体心立方格子と体心正方格子に比べ、この”すべり系”が少ないため転位が動きにくく、硬くなりやすいのです。 さらに、オーステナイト系ステンレスは加工によってマルテンサイトと呼ばれる硬い組織に変態するため、非常に大きな加工硬化を生じます。
これらの理由から、SUS301・SUS304といったオーステナイト系ステンレスは他のステンレスに比べて加工硬化が大きいという特徴をもっています。
金属の強度には特に転位が大きく影響し、転位の動きを阻害することで変形しにくく強い金属を得ることができます。上述の加工硬化以外にも、転位の動きを阻害し、金属を強化する方法がありますので、ここでは簡単に記載しておきます。
母体の金属元素に大きさの異なる元素を固溶させると、添加元素の周囲には結晶格子のひずみが生じます。ひずんだ格子は、同じ大きさの元素が並んでいる平坦な格子面よりも転位が動くのにより多くのエネルギーが必要になります。
結晶粒ごとにすべりやすい方向は異なり、外力を加えたときにそれぞれの結晶が変形を阻害しあうため、結晶粒が細かく多いほど変形にエネルギーを必要とします。また、結晶粒界は転位と空孔の集合体のため、結晶粒界が多いほど、転位が動くための障害物になります。
【関連記事】nanoSUS特集(1) ~結晶粒微細化と強度・ばね性の関係~
熱処理により微細析出物を生成させ、転位がその析出物を通過するときに余分なエネルギーを必要とします。
焼入れや時効処理などによって、硬い組織であるマルテンサイトを生成させる強化方法です。
これは組織変態による強化方法となりますが、便宜上ここにも記載いたしました。
以上加工硬化について、解説いたしました。
当社テクニカルガイドには、今回ご紹介したSUS301、SUS430以外の鋼種の加工硬化曲線や主な金属の物理的性質、機械的性質など全60ページにわたるお役立ち情報が載っています。
こちらのページよりダウンロード頂けますので、ぜひご活用ください。
材料スペックや材料データが満載のテクニカルガイド(全60ページ超)を無料でダウンロードいただけます。
精密金属材料メーカーとして80年以上の実績を持つ特殊金属エクセルが運営。
長年培った知見や日々寄せられるお客様からのご相談を元に、技術開発と営業が連携してお客様の疑問や課題解決に役立つ情報を発信しています。
金属材料に関して課題をお持ちの方は、まずは特殊金属エクセルにご相談ください。お客様の製品になるまでを考慮し、課題解決に向けたよりよい材料のご提案をいたします。
最新記事
タグ