析出硬化系ステンレス鋼は、ステンレス鋼としての耐食性※1を有しながら、析出硬化(時効硬化)※2を利用して強度を高められる材料です。
特にSUS631においては、焼鈍(固溶化熱処理)状態では軟らかい準安定オーステナイト相であるため、オーステナイト系ステンレスと同様に複雑な加工にも耐えられる上 、加工後に析出硬化(熱処理)を起こさせることで強度を向上させることができる、加工性と高強度の相反する特性を熱処理によって得られる鋼種です。
当社では、SUS631(17-7PH)、SUS632J1(15-7PH)、TOKKIN® 350の3種類を取り扱っており、お客様の用途や加工方法に応じて鋼種のご提案が可能です。
※1 系統ごとの一般的な耐食性順位は、オーステナイト系>析出硬化系>フェライト系 となります。
※2 析出硬化とは、固溶化熱処理の後、時効処理(析出硬化)を人工的に行うことをいい、本ページで紹介しているステンレス鋼の600番台やマルエージング鋼などが代表的です。
ダイヤフラム、ベローズ、リードバルブ、バンドソー、マスクフレームスプリング、各種ばね など
板厚: 0.030~3.0mm ※鋼種による
幅 : 3~300mm
| SUS631(17-7PH) | 18-8ステンレスの優れた性能を保持しながら、熱処理によって硬度を高めることができる析出硬化型の最も代表的な鋼種です。固溶化熱処理状態の最も軟らかいものから強圧延仕上げの硬いものまで、加工、用途に合わせて種々の熱処理を施すことによって、高炭素マルテンサイト系の焼入材に次ぐ強度のものを得ることができます。固溶化熱処理状態では、伸び率が30%超えるため絞り加工などの強い加工も可能になります。 なお、固溶化熱処理状態では弱磁性ですが、析出硬化処理後はかなり強い磁性を示すようになりますのでご注意ください。 |
|---|---|
| SUS632J1(15-7PH) | SUS631の固溶化熱処理状態(オーステナイト相)は、軟らかく種々の加工ができる反面、高強度化させる為にはマルテンサイト化処理、析出硬化処理の2回以上の熱処理が必要です。SUS632J1は固溶化熱処理の有無に関わらず常時マルテンサイト相である為、析出硬化処理1回の熱処理だけで高強度化が可能です。またSUS632J1の固溶化熱処理材は、マルテンサイト相ではあるものの、炭素量が低く靭性もあるため軽度の加工は可能です。仕上がり状態として固溶化熱処理仕上げと圧延仕上げがあり、圧延仕上げの方が大きい強度が得られますが、SUS631の強度には及びません。この鋼種は全ての状態で強い磁性を示します。 |
| TOKKIN® 350 [特金独自製品] |
TOKKIN® 350はCr-Ni-Mo系のステンレス鋼です。溶体化処理状態や焼鈍状態では優れた加工性、熱処理により高い強度を誇り、耐力、繰り返し疲労強度に優れております。また、他の析出硬化系ステンレスと比較し、Mo添加により耐食性・耐酸化特性に優れ、AlやTiが添加されていないため溶接性も良好です。 |
当社では特に指定のない場合、JIS規格に準拠して製造いたします。相当する海外規格は参考となります。
横にスクロールしてご覧いただけます。
| 鋼種名 | 日本 | アメリカ | 欧州規格 | 国際規格 | その他 | |
|---|---|---|---|---|---|---|
| JIS 規格番号 | UNS | AISI/ASTM | EN | ISO | ||
| SUS631 (17-7PH) |
G4313, G4305 | S17700 | 631 | 1.4568 | X7CrNiAl17-7 | |
| SUS632J1 (15-7PH) |
G4313 | - | - | - | - | |
| TOKKIN® 350 | - | S35000 | 633 | - | - | AMS5548 |
横にスクロールしてご覧いただけます。
[mass%]
| 鋼種名 | C | Si | Mn | P | S | Cr | Ni | Mo | Fe | その他 |
|---|---|---|---|---|---|---|---|---|---|---|
| SUS631 (17-7PH) |
≦0.09 | ≦1.00 | ≦1.00 | ≦0.040 | ≦0.030 | 16.00~ 18.00 |
6.50~7.75 | - | Bal. | Al 0.75~1.5 |
| SUS632J1 (15-7PH) |
≦0.09 | 1.00~2.00 | ≦1.00 | ≦0.040 | ≦0.030 | 13.50~ 15.50 |
6.50~7.75 | - | Bal. | Cu 0.40~1.00 Ti 0.20~0.65 |
| TOKKIN® 350 | 0.07~0.11 | ≦0.50 | 0.50~1.25 | ≦0.040 | ≦0.030 | 16.00~ 17.00 |
4.00~5.00 | 2.50~3.25 | Bal. | N 0.07~0.13 |
横にスクロールしてご覧いただけます。
| 鋼種名 | 密度 [g/cm3 ] |
比熱 [J/(kg・K)] |
電気抵抗 [μΩ・cm] |
ヤング率 [GPa] |
熱膨張係数 [×10-6/K] |
熱伝導率 [W/(m・K)] |
融点 [℃] |
磁性 |
|---|---|---|---|---|---|---|---|---|
| SUS631 (17-7PH) |
7.81 | 420 | 79 | 200 | 15.3 (0~100℃) |
16.3 | 1414~1447 | 固溶化熱処理状態では非磁性ですが、加工により磁性を持つようになり、析出硬化処理後はかなり強い磁性を示すようになります。 |
| SUS632J1 (15-7PH) |
7.74 | 502 | 100 | 196 | 10.9 (0~100℃) |
15.9 (100℃) |
- | 磁性あり |
| TOKKIN® 350 | 7.92 | 461 | 79 | 200 | 15.2 (25~100℃) |
15.4 (100℃) |
- | - |
横にスクロールしてご覧いただけます。
| 素材状態 | 析出硬化処理後 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 鋼種 | 状態 | 調質記号 | 硬さ [HV] |
引張強さ [MPa] |
伸び [%] |
V曲げ 0.5t |
W曲げ 1.0t |
熱処理記号 | 硬さ [HV] |
引張強さ [MPa] |
耐力 [MPa] |
| SUS631 (17-7PH) |
A材 | BA, 2B | ≦200 | ≦1030 | 20≦ | R90° | R90° | TH1050 | 345≦ | 1140≦ | 960≦ |
| RH950 | 392≦ | 1230≦ | 1030≦ | ||||||||
| C材 | 1/2H | 350≦ | 1080≦ | 5≦ | 1.5t R90° | 2.0t R90° | CH | 380≦ | 1230≦ | 880≦ | |
| 3/4H | 400≦ | 1180≦ | - | - | - | 450≦ | 1420≦ | 1080≦ | |||
| H | 450≦ | 1420≦ | - | - | - | 530≦ | 1720≦ | 1320≦ | |||
| EH | 480≦ | 1620≦ | - | - | - | 560≦ | 1900≦ | 1570≦ | |||
横にスクロールしてご覧いただけます。
| 素材状態 | 析出硬化処理後 | ||||||
|---|---|---|---|---|---|---|---|
| 鋼種 | 状態 | 硬さ [HV] |
耐力 [MPa] |
引張強さ [MPa] |
硬さ [HV] |
耐力 [MPa] |
引張強さ [MPa] |
| SUS632J1 (15-7PH) |
1/2H | ≦350 | ー | ≦1200 | 400≦ | 1250≦ | 1300≦ |
| 3/4H | ≦420 | ー | ≦1450 | 480≦ | 1500≦ | 1550≦ | |
横にスクロールしてご覧いただけます。
| 材質 | 板厚 | 焼鈍状態(BA, 2B) | SCT850 状態 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 硬さ [HV] |
引張強さ [MPa] |
耐力 [MPa] |
伸び [%] |
硬さ [HV] |
引張強さ [MPa] |
耐力 [MPa] |
伸び [%] |
||
| TOKKIN® 350 | 0.038 < t ≦ 0.051 | 要相談注 | ≦1393 | ≦641 | 9≦ | 要相談注 | 1276≦ | 1034≦ | 4≦ |
| 0.051 < t ≦ 0.127 | 要相談注 | ≦1372 | ≦627 | 10≦ | 要相談注 | 1276≦ | 1034≦ | 6≦ | |
| 0.127 < t ≦ 0.254 | 要相談注 | ≦1351 | ≦614 | 12≦ | 要相談注 | 1276≦ | 1034≦ | 6≦ | |
| 0.254 < t ≦ 0.508 | 要相談注 | ≦1331 | ≦600 | 14≦ | 要相談注 | 1276≦ | 1034≦ | 8≦ | |
注:引張試験値を満足していれば硬さは参考値となります。硬さ規格をご要望の際はご相談ください。
固溶化熱処理(溶態化熱処理)の後、時効硬化(析出硬化)を人工的に行うことをいい、当ページの析出硬化系ステンレス鋼(600番系)やマルエージング鋼などが代表的です。
各鋼種の析出硬化熱処理方法は以下の通りです。
SUS631は、固溶化熱処理(焼鈍)状態(A材)から次の3つの方法のいずれかで硬化させます。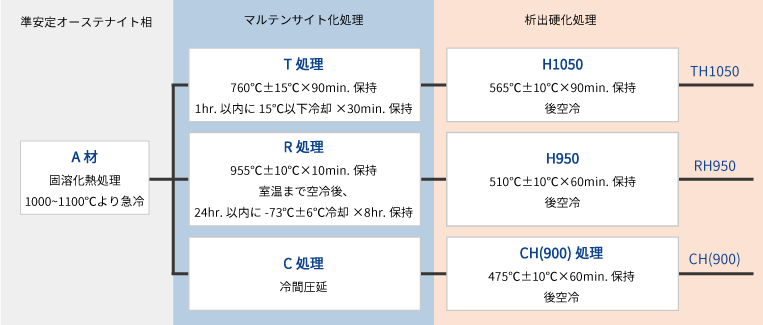
上段、中段のTH1050およびRH950の処理は2段階の熱処理を行うことで硬化させます。最初のT処理、R処理は準安定オーステナイト相のA材を鋼の焼入のようにマルテンサイト化する一次硬化熱処理であり、2番目のH処理は、この鋼種の最大特長である析出硬化を起こさせて完全に硬化させるものです。
※固溶化状態(A材)でH処理のみ行なっても析出硬化することはできません。
※当社ではTH、RHの硬化処理を行なう設備を持ち合わせていないため、これらの熱処理につきましてはお客様にて行なっていただいております。
下段のCH(900)処理は熱処理によるマルテンサイト化処理の代わりに冷間加工で硬化させるもので、当社では冷間圧延で適当な硬さに仕上げてご提供しています。(C材)
従ってお客様でのご使用上は、あと1回の析出硬化熱処理(H処理)を施すだけで結構です。
SUS632J1の析出硬化熱処理条件は以下の通りです。
480℃×1時間保持
SUS631は中間硬化処理(マルテン化処理)が必要なのに対し、SUS632J1ではどの状態においても1回の熱処理のみで硬化できます。
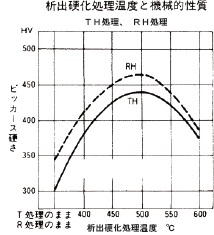
TOKKIN® 350は焼鈍状態から析出硬化させ高い強度を得るために、焼鈍状態の準安定オーステナイト組織をマルテンサイト組織に変態させる一次硬化処理と完全に硬化させる析出硬化処理の2つの処理を行います。
その温度条件は下図SCT850熱処理条件の通りです。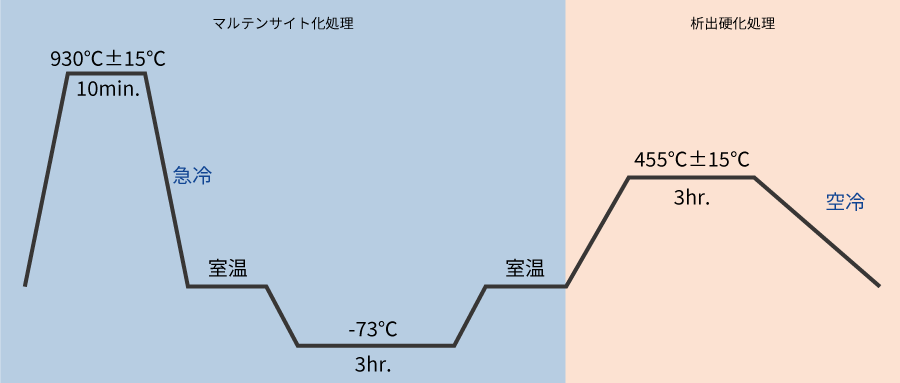
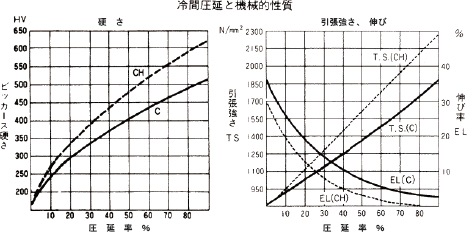
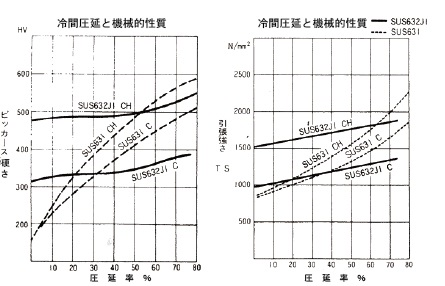
(1)冷間圧延率による硬さ上昇が異なります。
下図(左)「冷間圧延と機械的性質」に圧延率-硬さ 及び 析出硬化後の硬さを示しますが、
SUS631 C(破線)は圧延率の上昇に伴い、硬さも大きく上昇致しますが、
SUS632J1 C(実線)につきましては圧延率が上がっても、硬さはSUS631 C程の上昇は見られません。
SUS632J1の方が強い冷間加工を行わなくてもある程度の強度が得られ、かつ冷間加工による硬さ上昇が小さいので、方向性を気にされる方や成型性・打ち抜き加工性をご要望の方にはSUS632J1をお勧めいたします。
(2)析出硬化熱処理(H処理)による硬さ上昇量が異なります。
SUS631のC材(冷間圧延材)にH処理(析出硬化熱処理)を施した場合、最大(圧延率が高い程、H処理後の硬さ上昇量が大きくなります)でもHV80~90程の上昇量ですが、SUS632J1では圧延率に関わらずHV150以上も上昇します。
但し、SUS631につきましては、A材(HV200以下の軟質材)にTH1050処理、RH950処理を施すことで硬さを大きく上げることが可能ですので、複雑な加工形状をご要望の場合はSUS631のA材をお勧めいたします。
しかしながら、A材の場合、H処理の前にマルテンサイト化処理(T処理、R処理)をしなければなりませんので、熱処理条件にご注意ください。
一般には流通量の少ない析出硬化系ステンレス鋼ですが、当社では以下のような対応が可能です。
TOKKIN 350をはじめ、ベローズ向けの金属材料各種を製造しています。 強度、耐食性、耐熱性などの要求特性に応じて、材質や仕様のご提案をいたします。
圧延加工や熱処理により高い硬さを得ることができるため、ばね用部品としてご利用いただけます。各鋼種の違いはこちらから。
析出硬化系ステンレス鋼と同様に、熱処理により強度を高められる時効硬化型の超強力鋼です。低炭素18%Ni鋼に時効硬化元素としてCo、Mo、Ti、Al等を添加しています。