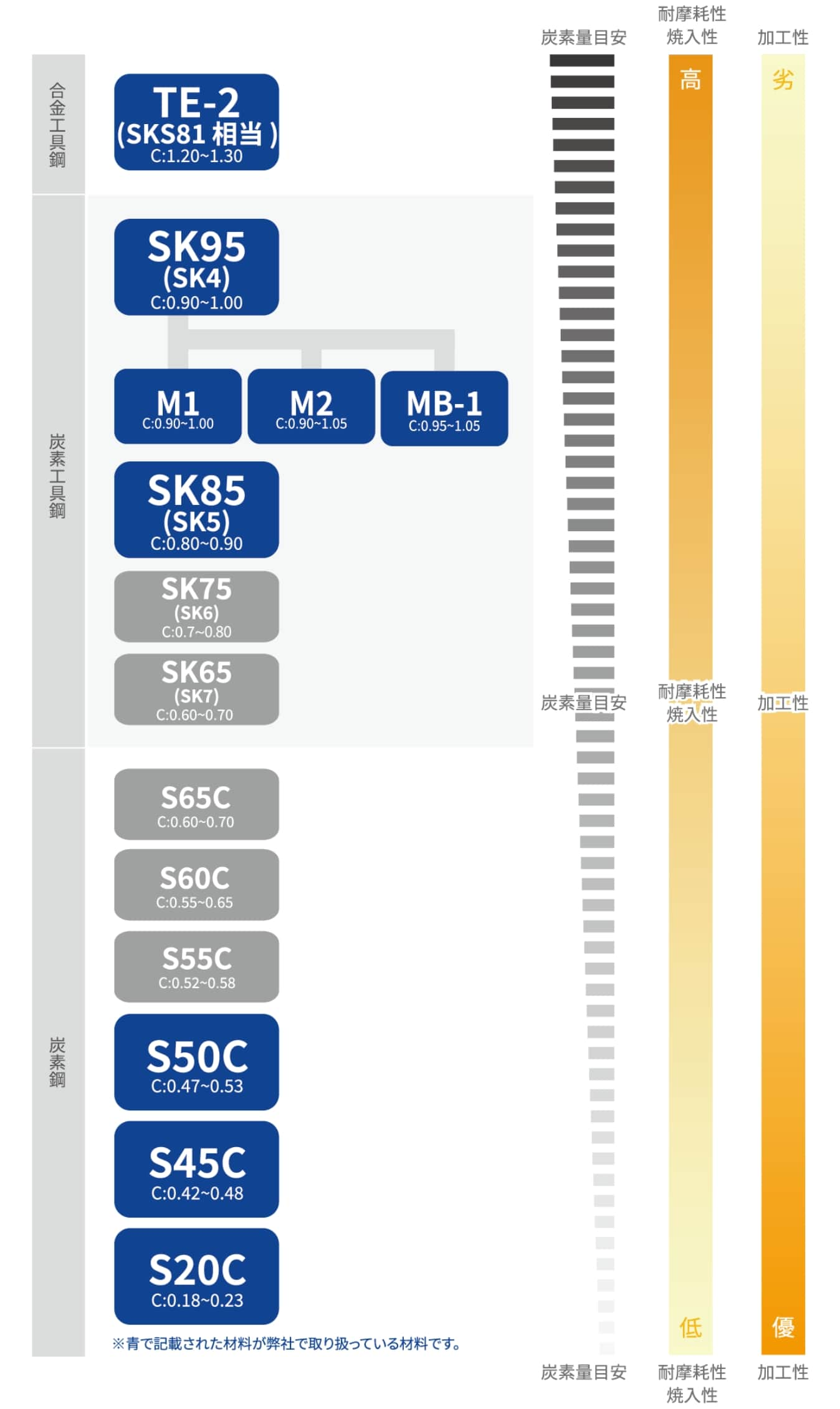
みがき特殊帯鋼の簡略マップです。炭素含有量が、焼入れ性や耐摩耗性、加工性に大きく影響いたします。
鋼種名をクリックするとその鋼種の詳細ページへ移動します。
鋼種ごとの特性をご覧になりたい方は、目次よりお進みください。
横にスクロールしてご覧いただけます。
| 分類 | 鋼種 | 詳細 ※リンクは関連ページ |
|---|---|---|
| カミソリ鋼 | カミソリ鋼は成分の調整及び製造履歴の厳重な管理によって焼入れ性を増し、炭化物を微細化して、切れ味耐摩耗性を高めた材料で、カミソリ替え刃、長刃、高級刃物などに使用されます。 | |
| 炭素工具鋼
※参考規格 |
SK120(SK2) SK75(SK6) SK65(SK7) |
炭素工具鋼は、みがき特殊帯のうち、その加工性、焼入性、製品性能、価格等、で最も広く使われています。 用途としては刃物、切削具、工具のように硬いものからバネ、ゼンマイ、メリヤス針、ホーン、メジャーテープ、座金のように弾性や靭性を必要とするものまで、あらゆる分野に使用されています。 |
| 炭素鋼
※参考規格 |
S60C S55C S15C |
炭素鋼は炭素工具鋼より炭素量が低めで、不純成分の規制も緩やかになっており、ある程度の強度と粘り強さを必要とするような一般的な用途に適しています。 炭素量の低いものは、生材の加工性は良くなりますが焼入れのムラが生じやすいので用途としては事務機、電気、機械などの構造部品やバネ、座金、クラッチ部品、トムソン刃、ベアリング部品などに使われています。 |
| 合金工具鋼
※参考規格 |
SKS2 SKS7 |
SKS2とSKS7は高炭素鋼にタングステン、クロムを添加して細かく硬い複炭化物を分散させた鋼種で、耐摩耗性高温強度に優れ、カッター、ハクソー、メタルバンドソー、等に使用されています。 また、SKS51はニッケル、クロムの添加で靭性を高めた材料で、ハンドソー、カッター等に使われています。 |
| メリヤス針・ 繊維機械用材料 高清浄度鋼 |
※SK95(SK4)改良品 | 普通の製造条件で作られた一般鋼材は、その製鋼過程で多少の非金属介在物の混入は避けられず、高信頼性が要求される用途では、しばしば問題になる場合があります。 これらは SK95(SK4) をベースに耐摩耗性や熱処理性などを向上させた鋼種で、寿命や疲労特性が重視される用途に適しています。 また、MB-1においては、従来の製鋼過程に特殊な精錬工程を追加して、介在物を減少させた高清浄度鋼です。 |
| クロムモリブデン鋼
※参考規格 |
SCM415 | クロムモリブデン鋼は代表的な構造用合金鋼で、焼入、焼戻、を行うことによって中程度の強度と粘り強さが得られる材料です。 これらの素材は硬さも低く加工性に富んでおります。また合金成分の効果で焼入性がよく多少は冷却速度が遅くても焼きが入り、歪の発生も少なくなります。SCM415は肌焼鋼で通常浸炭し、表面を硬化させて使用します。 用途としては事務機、電気、機械部品、トムソン刃、チェーン部品等につかわれています |
各仕上げのおおよその圧延率は下表の通りです。
| 仕上状態 | 仕上圧延率 |
|---|---|
| 焼鈍仕上 | 0%(焼鈍のまま) |
| スキンパス仕上 (軽圧延仕上) |
5%以内 |
| ロール仕上 (圧延仕上) |
15~40% |
| 強圧延仕上 | 35%以上 |
各鋼種の仕上ごとの強度目安は下表の通りです。(当社取扱い外の鋼種も参考までに掲載しています)
横にスクロールしてご覧いただけます。
| 鋼種 | 仕上状態 | 硬さ試験 | 引張試験 | ||
|---|---|---|---|---|---|
| HV | 引張強さN/m㎡ | 伸び% | |||
| TE-2 SK120(SK2) |
焼鈍仕上 | 170~210 | 520~685 | 20~32 | |
| スキンパス仕上 | 190~230 | 570~715 | 10~28 | ||
| ロール仕上 | 250~290 | 735~980 | 2~15 | ||
| 強圧延仕上 | 280~320 | 835~1080 | 1~3 | ||
|
関連ページ |
|||||
| SK95(SK4) M1 M2 MB-1 |
焼鈍仕上 | 160~200 | 490~645 | 24~35 | |
| スキンパス仕上 | 175~215 | 540~695 | 12~32 | ||
| ロール仕上 | 245~285 | 725~970 | 2~15 | ||
| 強圧延仕上 | 270~310 | 825~1040 | 1~4 | ||
|
関連ページ |
|||||
| SK85(SK5) | 焼鈍仕上 | 150~190 | 460~625 | 26~37 | |
| スキンパス仕上 | 170~210 | 510~685 | 15~35 | ||
| ロール仕上 | 240~280 | 725~930 | 3~16 | ||
| 強圧延仕上 | 260~300 | 805~1000 | 1~5 | ||
| SK75(SK6) S70C |
焼鈍仕上 | 145~185 | 440~615 | 27~38 | |
| スキンパス仕上 | 160~200 | 490~665 | 15~35 | ||
| ロール仕上 | 235~275 | 715~920 | 3~16 | ||
| 強圧延仕上 | 255~295 | 795~990 | 1~5 | ||
| SK65(SK7) S60C S55C S50C S45C S20C S15C |
焼鈍仕上 | 140~180 | 410~610 | 28~39 | |
| スキンパス仕上 | 155~195 | 460~655 | 16~36 | ||
| ロール仕上 | 230~270 | 705~900 | 3~17 | ||
| 強圧延仕上 | 250~290 | 775~970 | 1~5 | ||
| SKS2 | 焼鈍仕上 | 190~230 | 615~715 | 20~30 | |
| 強圧延仕上 | 280~320 | 835~1080 | 1~3 | ||
| SKS7 | 焼鈍仕上 | 200~240 | 645~735 | 20~28 | |
| 強圧延仕上 | 300~340 | 880~1125 | 1~3 | ||
| SCM415 | 焼鈍仕上 | 125~165 | 335~540 | 28~50 | |
| 強圧延仕上 | 200~240 | 655~735 | 1~8 | ||
横にスクロールしてご覧いただけます。
| 系統 | 鋼種名 | 化学成分値[mass%] | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Fe | Cu | その他 | ||
| カミソリ鋼 | TE-2 | 1.20~1.30 | 0.15~0.35 | ≦0.35 | ≦0.030 | ≦0.020 | 0.30~ 0.50 | ≦0.25 | Bal. | ≦0.25 | - |
| SKS81M | 1.10~ 1.30 | ≦0.35 | ≦0.50 | ≦0.030 | ≦0.030 | 0.20~ 0.50 | ≦0.25 | Bal. | ≦0.25 | - | |
| 炭素工具鋼 | SK120M (SK2M) |
1.15~1.25 | 0.10~0.35 | 0.10~0.50 | ≦0.030 | ≦0.030 | ≦0.30 | ≦0.25 | Bal. | ≦0.25 | - |
| SK95M (SK4M) |
0.90~1.00 | 0.10~0.35 | 0.10~0.50 | ≦0.030 | ≦0.030 | ≦0.30 | ≦0.25 | Bal. | ≦0.25 | - | |
| SK85M (SK5M) |
0.80~0.90 | 0.10~0.35 | 0.10~0.50 | ≦0.030 | ≦0.030 | ≦0.30 | ≦0.25 | Bal. | ≦0.25 | - | |
| SK75M (SK6M) |
0.70~0.80 | 0.10~0.35 | 0.10~0.50 | ≦0.030 | ≦0.030 | ≦0.30 | ≦0.25 | Bal. | ≦0.25 | - | |
| SK65M (SK7M) |
0.60~0.70 | 0.10~0.35 | 0.10~0.50 | ≦0.030 | ≦0.030 | ≦0.30 | ≦0.25 | Bal. | ≦0.25 | - | |
| メリヤス針・ 繊維機械用 高清浄度鋼 |
MB-1 | 0.95~1.05 | 0.15~0.35 | 0.50~0.70 | ≦0.010 | ≦0.003 | 0.30~ 0.45 | - | Bal. | - | V≦0.050 Mo ≦0.050 |
| M2 | 0.95~1.05 | 0.15~0.35 | 0.60~0.80 | ≦0.026 | ≦0.010 | 0.35~ 0.45 | - | Bal. | - | Mo 0.02~0.03 | |
| M1 | 0.90~1.00 | 0.15~0.35 | 0.35~0.50 | ≦0.030 | ≦0.007 | 0.20~ 0.30 | - | Bal. | - | Mo 0.01~0.02 | |
| 合金工具鋼 | SKS7M | 1.10~1.20 | ≦0.35 | ≦0.50 | ≦0.030 | ≦0.030 | 0.20~ 0.50 | ≦0.25 | Bal. | ≦0.25 | W 2.00~2.50 |
| SKS2M | 1.00~1.10 | ≦0.35 | ≦0.80 | ≦0.030 | ≦0.030 | 0.50~ 1.00 | ≦0.25 | Bal. | ≦0.25 | W 1.00~1.50 | |
| SKS51M | 0.75~0.85 | ≦0.35 | ≦0.50 | ≦0.030 | ≦0.030 | 0.20~ 0.50 | 1.30~2.00 | Bal. | ≦0.25 | - | |
| 炭素鋼 | S70CM | 0.65~0.70 | 0.15~0.35 | 0.60~0.90 | ≦0.030 | ≦0.035 | ≦0.20 | ≦0.20 | Bal. | ≦0.30 | - |
| S60CM | 0.55~0.60 | 0.15~0.35 | 0.60~0.90 | ≦0.030 | ≦0.035 | ≦0.20 | ≦0.20 | Bal. | ≦0.30 | - | |
| S55CM | 0.52~0.58 | 0.15~0.35 | 0.60~0.90 | ≦0.030 | ≦0.035 | ≦0.20 | ≦0.20 | Bal. | ≦0.30 | Ni+Cr ≦0.35 | |
| S50CM | 0.47~0.53 | 0.15~0.35 | 0.60~0.90 | ≦0.030 | ≦0.035 | ≦0.20 | ≦0.20 | Bal. | ≦0.30 | Ni+Cr ≦0.35 | |
| S45CM | 0.42~0.48 | 0.15~0.35 | 0.60~0.90 | ≦0.030 | ≦0.035 | ≦0.20 | ≦0.20 | Bal. | ≦0.30 | Ni+Cr ≦0.35 | |
| S20CM | 0.18~0.23 | 0.15~0.35 | 0.30~0.60 | ≦0.030 | ≦0.035 | ≦0.20 | ≦0.20 | Bal. | ≦0.30 | Ni+Cr ≦0.35 | |
| S15CM | 0.13~0.18 | 0.15~0.35 | 0.30~0.60 | ≦0.030 | ≦0.035 | ≦0.20 | ≦0.20 | Bal. | ≦0.30 | Ni+Cr ≦0.35 | |
| クロムモリブデン鋼 | SCM415M | 0.13~0.18 | 0.15~0.35 | 0.60~0.85 | ≦0.030 | ≦0.030 | 0.90~ 1.20 | ≦0.25 | Bal. | ≦0.30 | Mo 0.15~0.30 |
| 系統 | 鋼種名 | C | Si | Mn | P | S | Cr | Ni | Fe | Cu | その他 |
| 化学成分値[mass%] | |||||||||||
横にスクロールしてご覧いただけます。
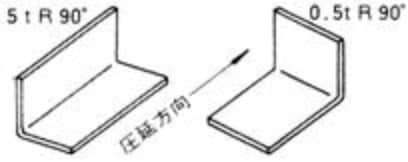
| 仕上状態 | 厚さ1mm未満 | 厚さ1mm以上 |
|---|---|---|
| 焼鈍仕上 | 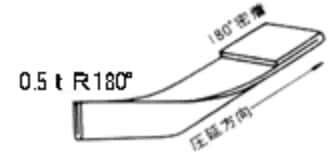 |
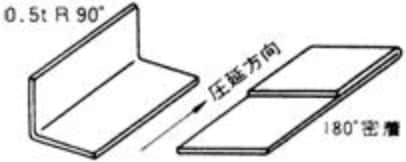 |
| スキンパス仕上 | 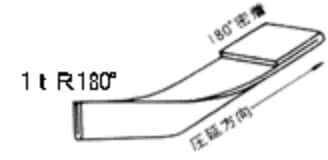 |
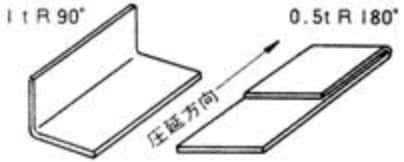 |
| (軽度の) 圧延仕上 |
 |
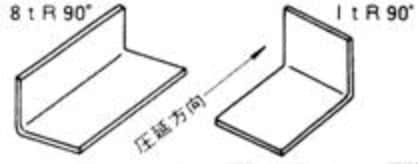 |
[注] t…板厚 R…曲げの内側半径
| V型ダイス | P=0.6bt2σB/L |
|---|---|
| U型ダイス | P=0.6bt2σB(1+t/L) |
[注] t…板厚 b…板幅 L…ダイス溝幅
σB…材料の引張強さ
絞り加工は、軽度のものとは別として、通常全方向に対する均一な絞り性が必要とされるため、焼鈍仕上またはスキンパス仕上のものが使用されています。
みがき特殊帯鋼は、軟鋼のような著しいストレッチャーストレイン現象はありませんが、絞り限界は低めで、深絞りの場合は中間焼鈍を施して再絞りを行います。
普通平板絞りの場合:絞り率=0.4 再絞りの場合 絞り率=0.6 とされております。
絞り率= d / D
d…絞られる製品の直径
D…絞る前の円板の直径
参考|絞り力概算式
(丸絞り)
P = π dt σB m
[注] t…板厚
m…補正係数(普通0.4~1.0)
σB…材料の引張強さ
みがき特殊帯鋼は、ほとんど全てのものが用途に応じ適当な焼入焼戻の熱処理を施して使用されています。
この熱処理過程においてご注意いただきたい点は、以下の通りです。
一般に熱処理を行なう場合、熱処理炉の炉温を測定し、それを材料加熱温度としていますが、真の材料温度と測定炉温との間に大きいズレやムラが生ずることがありますので、温度特性をよく調べて適当な温度補正や熱処理法の変更を行なう必要があります。
みがき特殊帯鋼は、高炭素になるほど脱炭しやすく、特に焼入のような高温加熱の場合は危険が増大します。
材料に汚れや異物が付着したまま加熱しますと高温腐食が生じます。このため熱処理にさきだって、材料表面を清浄にする前処理や炉内雰囲気を調整することが必要です。
炉内雰囲気として標準的なものは焼入れにはRXガス、焼鈍にはNXガスですが、この他N2ガス、H2ガス、AXガス等も使われています。
また中性塩浴炉、金属浴炉や炉心管、ケース等を使用して直接外気に触れないようにする方法もとられています。
焼入には、通常上記準備焼入温度のほぼ中心値を選んで材質、寸法、形状、要求される性能、焼入方法等に応じ数十秒ないし数分間保持します。焼入れ条件は製品性能に大きく影響し焼入温度が高すぎたり、保持時間が長すぎたりしますと結晶粒の粗大化や靭牲の低下をきたし、また脱炭の危険も増えますし、逆の場合は完全に硬化しなかったり、一部軟点を生じたりしますので適正な条件を選ばなければなりません。
冷却には一般に油または水が用いられます。水冷の方が油冷よりも硬く焼が入りますが焼入歪、焼われ等の危険があるため、みがき特殊帯鋼の場合は一部特例を除き、油冷が採用されています。
焼入歪を防止するため油温を高めてマルテンパー処理を施したり、特殊な例では塩浴、金属浴中への焼入(オーステンパー処理)も行なわれています。また、リボン状の材料や単純な形状の場合は、定盤焼入やプレスクエンチング等が行なわれています。
| 鋼種 | 焼入温度(℃) |
|---|---|
|
TE2 |
790~850油冷(760~820水冷) |
|
SK95(SK4) |
790~850油冷(760~820水冷) |
|
SK85(SK5) |
790~850油冷(760~820水冷) |
|
SK75(SK6) |
790~850油冷(760~820水冷) |
|
SK65(SK7) |
790~850油冷(760~820水冷) |
|
SKS51 |
790~850油冷(760~820水冷) |
|
SKS2 |
830~880油冷 |
|
SKS7 |
830~880油冷 |
|
S70C |
790~850油冷 |
|
S60C |
800~860水冷 |
|
S55C |
800~860水冷 |
|
S45C |
800~860水冷 |
|
S15C |
800~860水冷 |
焼入を行なった材料は硬度は高くなりますが、粘り気が無くもろい状態になってしまうため、粘り気と強度を持ち合わせた材料に仕上げるため、必ず焼戻を施さなければなりません。
焼戻条件は各々の製品が要求する性能に応じ、テストやその鋼種の焼入焼戻性能曲線等を参考にして選びます。
みがき特殊帯鋼の場合、質量が小さくまた連続的な焼戻作業が行なわれることが多いので、焼戻時間としては特に粘り強さを必要とする場合に長時間焼戻を行なうこともありますが、一般的には数分以内の短時間焼戻を行なっている場合が多いようです。また連続作業上、短時間しかとれない場合、焼戻温度をやや高めにしたり繰り返し焼戻を行なうこともあります。
しかし焼戻は、原則として高温短時間で行なうより低温長時間で行なう方が靭性が大きくなりますので、
必要以上に焼戻温度を高くしすぎたり、時間を短くしたりすることは避けなければなりません。
また、油浴、金属浴、塩浴等により焼戻を行なう場合は、空中焼戻よりも時間を短縮することができます。
メリヤス針、繊維機械部品向けに独自に開発された鋼種です。一般材より耐疲労特性や耐摩耗性などに優れます。
剃刀、医療用刃物など、各種刃物に適した材料です。用途や要求特性に応じて鋼種をお選びいただけます。
予め焼入れ焼戻しを施したみがき特殊鋼ですので、お客様で熱処理せずにご使用いただけます。