JIS G 4313に規定される材料で、冷間加工や熱処理で高い強度を得られることからばね用途として使われます。当社では、SUS301、SUS304、SUS631、SUS632J1、SUS420J2の5つの鋼種を取り扱っており、用途や目的、要求特性に応じて鋼種を選定いただけます。
当社では、ステンレス箔をはじめ、一般的に流通していない仕様(板厚や調質)も小ロットから受注生産しておりますので、最適な状態でのご提供が可能です。
シートベルト等の自動車部品のゼンマイやばね、タクティールスイッチ、メンブレンスイッチ、時計、文房具 など
板厚: 0.010~2.5mm ※鋼種による
幅 : 3~300mm
横にスクロールしてご覧いただけます。
| 系統 | 鋼種 | 特徴 |
|---|---|---|
| オーステナイト系 | SUS301 | オーステナイト系ステンレス鋼の強い加工硬化特性や耐食性を持ち汎用性の高い鋼種です。
|
| SUS304 | ||
| 析出硬化系 | SUS631 (17-7PH) |
熱処理によって硬度を高めることができる析出硬化系ステンレス鋼の代表的な鋼種ですが、比較的流通量が少ないため入手しにくい材料です。 A材(固溶化熱処理)はオーステナイト相で軟質のため、他の鋼種と比較し複雑な加工が可能ですが、その後の熱処理が2回必要となるため、やや手間がかかります。 C材(冷間圧延)は冷間加工により適当な硬さに仕上げてご提供いたします。A材と比較し、複雑な加工はできませんが、最適な状態で熱処理を施すことで、高炭素マルテンサイト系の焼入材に次ぐ強度を得ることもできます。 |
| SUS632J1 (15-7PH) |
SUS632J1は、固溶化熱処理状態でもマルテンサイト相のため強度が高く、方向性を悪くするような冷間加工を行わなくてもある程度の強度が得られます。析出硬化熱処理も1回なのでごく簡単です。 溶接部における強度差が少ないため、スチールベルトなど、溶接がある用途に使われることもあります。 | |
| マルテンサイト系 | SUS420J2 | SUS420J2は、炭素(C)含有量を高めているため、焼入れ焼戻しの熱処理により硬化できる材料です。 当社の焼鈍仕上げ状態では、炭化物が完全に球状化しているため、加工も容易に行え、焼入れ性にも優れます。
|
当社では特に指定のない場合、JIS規格に準拠して製造いたします。相当する海外規格は参考となります。
横にスクロールしてご覧いただけます。
| 鋼種 | 日本 | アメリカ | インド | 欧州規格 | 国際規格 | |
|---|---|---|---|---|---|---|
| JIS G4313 | UNS | AISI/ASTM | IS 6911 | EN | ISO | |
| SUS301 | SUS301 | S30100 | 301 | X10Cr17Ni7 (301) |
1.4319 1.4310 |
X5CrNi17-7 X10CrNi18-8 |
| SUS304 | SUS304 | S30400 | 304 | X04Cr19Ni9 (304) |
1.4301 | X5CrNi18-10 |
| SUS631 (17-7PH) |
SUS631 | S17700 | 631 | - | 1.4568 | X7CrNiAl17-7 |
| SUS632J1 (15-7PH) |
SUS632J1 | - | - | - | - | - |
| SUS420J2 | SUS420J2 | S42000 | 420 | X30Cr13 (420 S2) |
1.4028 | X30Cr13 |
横にスクロールしてご覧いただけます。
[mass%]
| 鋼種 | C | Si | Mn | P | S | Cr | Ni | Mo | Fe | その他 |
|---|---|---|---|---|---|---|---|---|---|---|
| SUS301 | ≦0.15 | ≦1.00 | ≦2.00 | ≦0.045 | ≦0.030 | 16.00~18.00 | 6.00~8.00 | - | Bal. | - |
| SUS304 | ≦0.08 | ≦1.00 | ≦2.00 | ≦0.045 | ≦0.030 | 18.00~20.00 | 8.00~10.50 | - | Bal. | - |
| SUS631 (17-7PH) |
≦0.09 | ≦1.00 | ≦1.00 | ≦0.040 | ≦0.030 | 16.00~18.00 | 6.50~7.75 | - | Bal. | Al 0.75~1.5 |
| SUS632J1 (15-7PH) |
≦0.09 | 1.00~2.00 | ≦1.00 | ≦0.040 | ≦0.030 | 13.50~15.50 | 6.50~7.75 | - | Bal. | Cu 0.40~1.00 Ti 0.20~0.65 |
| SUS420J2 | 0.26~0.40 | ≦1.00 | ≦1.00 | ≦0.040 | ≦0.030 | 12.00~14.00 | ≦0.60 | - | Bal. | - |
横にスクロールしてご覧いただけます。
| 鋼種 | 密度 [g/cm3 ] |
比熱 [J/(kg・K)] |
電気抵抗 [μΩ・cm] |
ヤング率 [GPa] |
熱膨張係数 [×10-6/K] |
熱伝導率 [W/(m・K)] |
融点 [℃] |
磁性 |
|---|---|---|---|---|---|---|---|---|
| SUS301 | 7.93 | 502 | 72 | 193 | 16.9 (0~100℃) |
16.3 | 1380~1420 | 固溶化熱処理状態では非磁性ですが、加工により弱い磁性を持つようになります。 |
| SUS304 | 7.90 | 502 | 72 | 193 | 17.3 (0~100℃) |
16.3 | 1380~1420 | 固溶化熱処理状態では非磁性ですが、加工により弱い磁性を持つようになります。 |
| SUS631 (17-7PH) |
7.81 | 420 | 79 | 200 | 15.3 (25~100℃) |
16.3 (100℃) |
1414~1447 | 固溶化熱処理状態では非磁性ですが、加工により磁性を持つようになり、析出硬化処理後はかなり強い磁性を示すようになります。 |
| SUS632J1 (15-7PH) |
7.74 | 502 | 100 | 196 | 10.9 (0~100℃) |
15.9 (100℃) |
- | 磁性あり |
| SUS420J2 | 7.75 | 460 | 55 | 200 | 10.3 (0~100℃) |
24.7 | 1454~1510 | 常時磁性あり |
横にスクロールしてご覧いただけます。
| 素材状態 | 低温焼鈍後 | 曲げ加工性 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 鋼種 | 調質記号 | 硬さ [HV] |
引張強さ [MPa] |
伸び [%] |
バネ限界値 [MPa] |
硬さ [HV] |
引張強さ [MPa] |
伸び [%] |
バネ限界値 [MPa] |
|
| SUS301 | 1/4H | 250≦ | 860≦ | 25≦ | - | 253≦ | 880≦ | 20≦ | - | 1tR90°曲げ可能 |
| 1/2H | 310≦ | 930≦ | 10≦ | (315≦) | 315≦ | 960≦ | 8≦ | (390≦) | 2tR90°曲げ可能 | |
| 3/4H | 370≦ | 1130≦ | 5≦ | (390≦) | 380≦ | 1175≦ | 4≦ | (540≦) | 2.5tR90°曲げ可能 | |
| H | 430≦ | 1320≦ | - | (490≦) | 440≦ | 1400≦ | - | (655≦) | 注)4tR90°曲げ可能 | |
| EH | 490≦ | 1570≦ | - | (590≦) | 505≦ | 1665≦ | - | (785≦) | - | |
| SEH | 530≦ | 1740≦ | - | (650≦) | 550≦ | 1840≦ | - | (590≦) | 注)2tR90°曲げ可能 | |
| SUS304 | 1/2H | 250≦ | 780≦ | 6≦ | (275≦) | 255≦ | 805≦ | 4≦ | (315≦) | 2tR90°曲げ可能 |
| 3/4H | 310≦ | 930≦ | 3≦ | (335≦) | 320≦ | 970≦ | 2≦ | (430≦) | 2.5tR90°曲げ可能 | |
| H | 370≦ | 1130≦ | - | (390≦) | 385≦ | 1195≦ | - | (590≦) | 注)2tR90°曲げ可能 | |
横にスクロールしてご覧いただけます。
| 素材状態 | 析出硬化処理後 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 鋼種 | 状態 | 調質記号 | 硬さ [HV] |
引張強さ [MPa] |
伸び [%] |
V曲げ 0.5t |
W曲げ 1.0t |
熱処理記号 | 硬さ [HV] |
引張強さ [MPa] |
耐力 [MPa] |
バネ限界値 [MPa] |
| SUS631 | A材 | BA, 2B | ≦200 | ≦1030 | 20≦ | R90° | R90° | TH1050 | 345≦ | 1140≦ | 960≦ | - |
| RH950 | 392≦ | 1230≦ | 1030≦ | - | ||||||||
| C材 | 1/2H | 350≦ | 1080≦ | 5≦ | 1.5t R90° | 2.0t R90° | CH | 380≦ | 1230≦ | 880≦ | 635≦ | |
| 3/4H | 400≦ | 1180≦ | - | - | - | 450≦ | 1420≦ | 1080≦ | 835≦ | |||
| H | 450≦ | 1420≦ | - | - | - | 530≦ | 1720≦ | 1320≦ | 980≦ | |||
| EH | 480≦ | 1620≦ | - | - | - | 560≦ | 1900≦ | 1570≦ | - | |||
横にスクロールしてご覧いただけます。
| 素材状態 | 析出硬化処理後 | ||||||
|---|---|---|---|---|---|---|---|
| 鋼種 | 調質記号 | 硬さ [HV] |
耐力 [MPa] |
引張強さ [MPa] |
硬さ [HV] |
耐力 [MPa] |
引張強さ [MPa] |
| SUS632J1 | 1/2H | ≦350 | ー | ≦1200 | 400≦ | 1250≦ | 1300≦ |
| 3/4H | ≦420 | ー | ≦1450 | 480≦ | 1500≦ | 1550≦ | |
横にスクロールしてご覧いただけます。
| 素材状態 | 焼入れ焼戻し後(参考値) | |||||
|---|---|---|---|---|---|---|
| 鋼種 | 状態 | 硬さ [HV] |
引張強さ [MPa] |
伸び [%] |
硬さ [HV] |
引張強さ [MPa] |
| SUS420J2 | 焼鈍仕上 | 160~210 | 500~700 | 15~35 | 350~550 | 1400~2000 |
| 強圧延仕上 | 290~350 | 800~1100 | 1~3 | |||
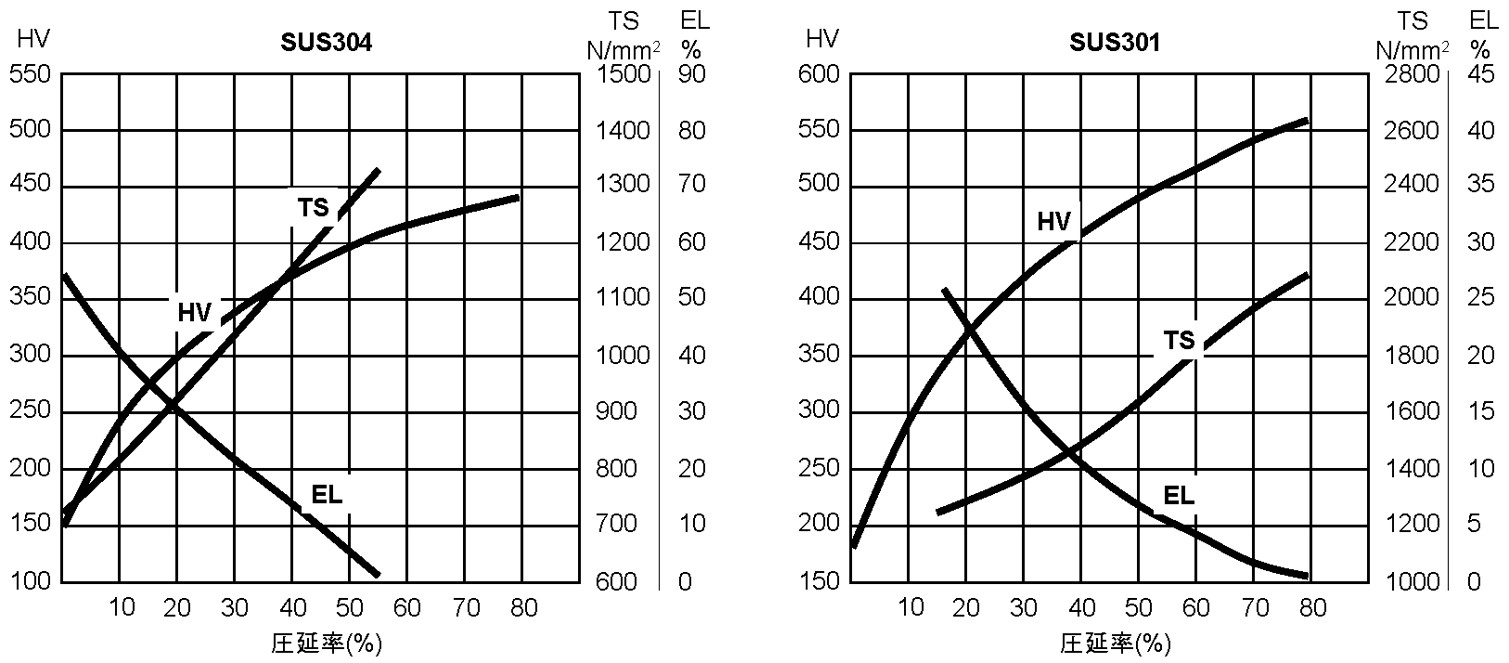
ばね用ステンレス鋼は、冷間圧延によって製造されていますので、必然的に異方性を有しています。
ゆえにばね性の高いものほど圧延率が高いため異方性も強くなりますので、ご使用に際しては異方性を考慮されることが必要であります。一般に強度(引張強さ、ばね限界値、降伏点、弾性率等)は圧延方向に直角な方向が強く、平行な方向が最も弱くなります。伸びはその逆の傾向を示します。従って曲げ加工は、曲げ軸が圧延方向に直角ないしは45°方向位までに収まるように材料取りに当たってご注意ください。
また強度の高い材料ほど靭性が乏しくなり、スプリングバックが大きくなりますので、加工条件を十分ご検討の上ご使用ください。
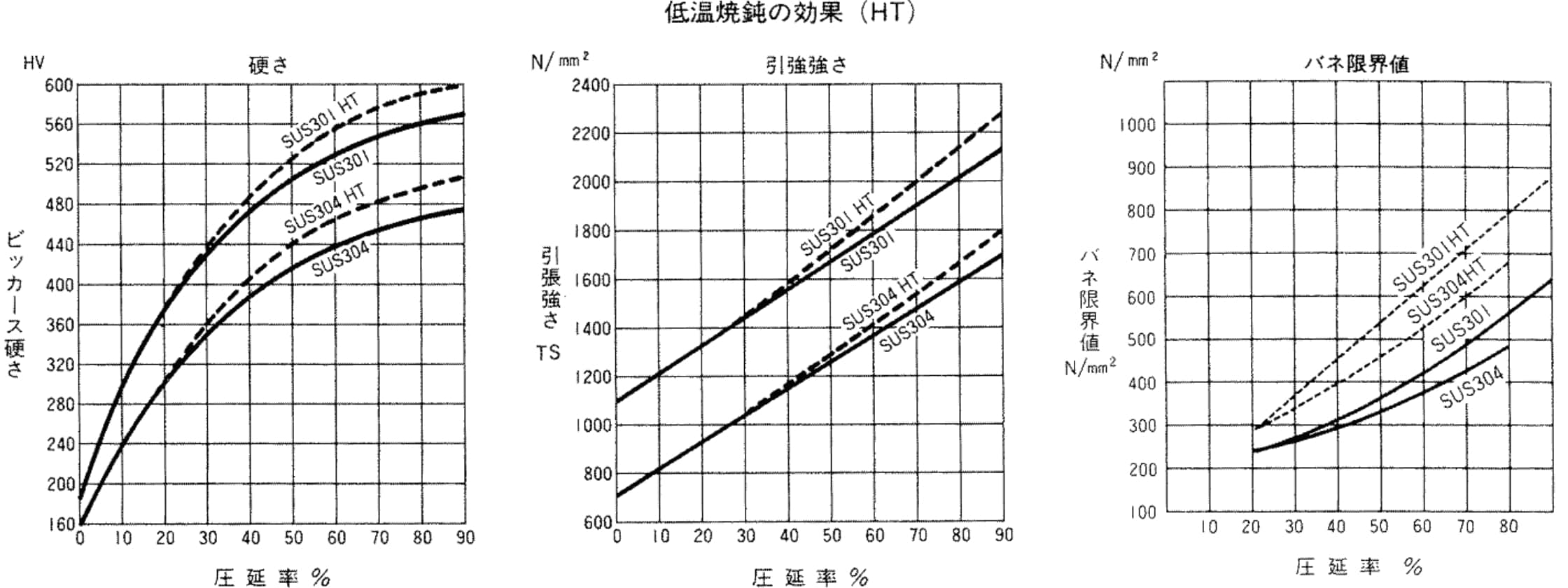
SUS301やSUS304は圧延のままでも使用できますが、強いバネ性をご希望の場合は部品加工後400℃位で低温焼鈍を施されることをおすすめします。
低温焼鈍の効果は下図の通りです。熱処理の詳細条件については各鋼種ページをご覧ください。
SUS631とSUS632J1は熱処理により化合物を析出させて硬化することができる鋼種です。
熱処理の詳細条件については各鋼種ページをご覧ください。
SUS420J2は焼入れ焼戻しによる硬化が可能です。
熱処理条件については、SUS420J2のページをご覧ください。
なお、当社では焼入れ焼戻し済みの材料もご提供可能です。
当社では以下のような対応が可能です。
板厚0.010~0.099mmの製造も可能です。
当社ではSUS301-EH、SEHといった焼入鋼に匹敵する高硬度、バネ性の強い材料を製造することが可能です。高硬度でも加工による割れが起きにくく、お客様にご好評頂いています。他にも受注生産なので、 一般的な3/4H材はもちろんのこと、それ以外の硬さにも柔軟に調整いたします。
受注生産でも最小ロット100㎏~対応しています。(より少ないロットもご相談に応じます)
ブライト仕上(光沢肌) やダル仕上(梨地肌)をお選び頂けます。
当社ではステンレス箔材(板厚0.10mm未満)を製造しています。
冷間加工でマルテンサイトが誘起されにくいよう調整された鋼種で、加工後も非磁性を維持できる材料です。
予め焼入れ焼戻しを施したステンレス鋼ですので、お客様で熱処理せずにご使用いただけます。