溶融はんだめっきとは、プレス前のベースメタル(金属素材表面)に溶けたはんだを薄く延ばした状態でプレコートした材料です。 ベースメタルとはんだの境界面は拡散結合及びSnによる化学結合が生じており、強い密着性を得ることができます。 溶融はんだめっきは予備はんだとして利用されることが多く、作業性や生産性に大きな効果を発揮いたします。 当社の溶融はんだは全て、環境問題を考えた鉛フリーはんだとなっております。
SMDインダクタフレーム、モーターコンミテーター、抵抗器、電池端子、各種コネクタ、ヒューズ、シールドケース、サージアブソーバー、タンタルコンデンサフレーム
ベースメタルおよび溶融はんだの製造可能範囲は下表の通りです。
横にスクロールしてご覧いただけます。
| ベースメタル | 溶融はんだ | |||
|---|---|---|---|---|
| MIN | MAX | MIN | MAX | |
| 厚さ | 0.10mm | 0.70mm | 2μm | 15μm |
| 幅 | 5.0mm | 35mm | 2.5mm | 30mm |
[備考]
下表は当社で実績のある鉛フリーはんだです。
横にスクロールしてご覧いただけます。
| 種類 | 系統 | 合成成分[%] | 融点[℃] | 密度[g/cm³] |
|---|---|---|---|---|
| 鉛フリー 溶融はんだ |
Sn/Ag系 | Sn96.5-3.5Ag | 221 | 7.4 |
| Sn/Ag/Cu系 | Sn96.5-3Ag-0.5Cu | 217 | 7.5 | |
| Sn/Cu系 | Sn96.3-0.7Cu | 227 | 7.4 | |
| 錫 | Sn | Sn100 | 232 | 7.3 |
[備考]
■ ご使用用途応じて、特別な成分調整を行なった場合でも製造可能です。
■ 鉛フリーはんだは、種類によって特性が変わります。
フラックスや相手方のはんだによって、その特性は変化しますのでご注意ください。
■ 6:4はんだからの切り換えの場合、使用上ある程度の温度上昇が必要になる場合があります。
また、濡れ性など考慮する必要があります。
はんだ付け性(濡れ性)はベースメタルによって違いが出ます。下表は一般的なはんだ付けの難易度となりますので、参考にしてください。
横にスクロールしてご覧いただけます。
| はんだ付け性 | 最良 | 良好 | 通常 | 表面処理が必要 |
|---|---|---|---|---|
| ベースメタル | 錫 銀 カドミウム 金 パラジウム |
銅 鉛 りん青銅 |
ニッケル モネル ベリリウム銅 |
ステンレス ニクロム アルミニウム 黄銅 ベリリウム銅 |
当社の溶融はんだめっきと電気はんだめっき(他社)の特性比較は下表の通りです。
横にスクロールしてご覧いただけます。
| 溶融はんだめっき(当社) | 電気はんだめっき(他社) | |
|---|---|---|
| 密着性 | ◎ はんだがベース素材に拡散し剥離なし 厳しい加工に適する |
△ 曲げ加工等で剥離、割れの危険あり |
| プレス性 | △ 加工時、はんだ粉の飛散小 | × 加工時、はんだ粉の飛散大 |
| ストライプ | △ 冶具方式のため安価 | △ マスキングテープ法のため高価 |
| 耐食性 | 〇 電気はんだめっきと同等 | - |
| ウィスカー | 〇 発生少 | △ 防止用リフロー処理が必要 |
| はんだ厚み | 〇 2~15μm | △ 5μmが限界 |
| 表面状態 | △ はんだの結晶が見え、膜厚がばらつく | ◎ 肌が綺麗、厚み精度が良い |
| 公差 | × 位置精度が緩やか、境界面がにじむ | ◎ 精度が良い |
下図は、ベースメタルと溶融はんだの境界部の分析結果です。 ベースメタル成分(緑色:銅Cu)と溶融はんだ成分(赤色:錫Sn)が拡散し、合金層を形成していることがわかります。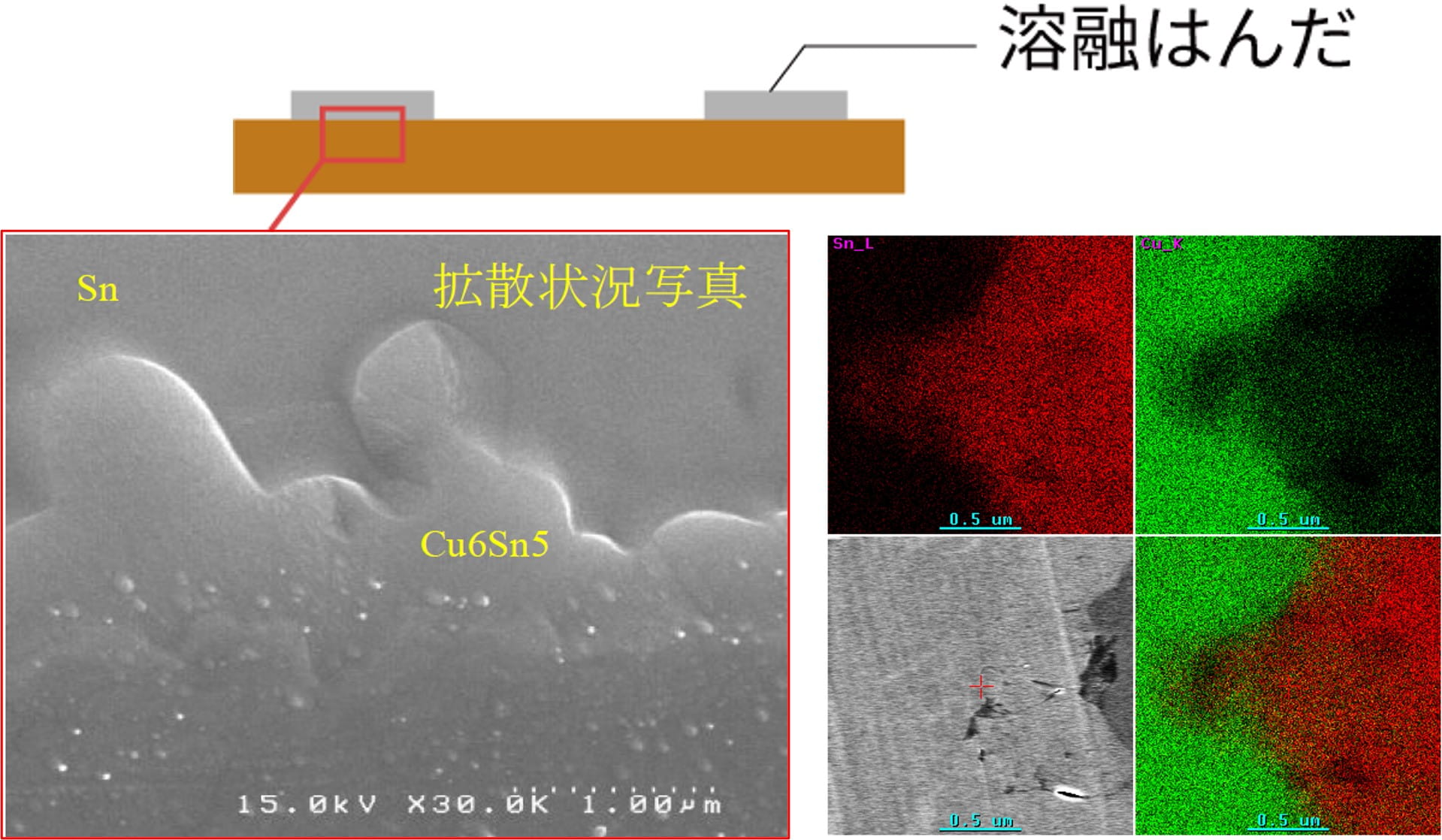
ロール・コーター方式の溶融はんだプレコート設備です。